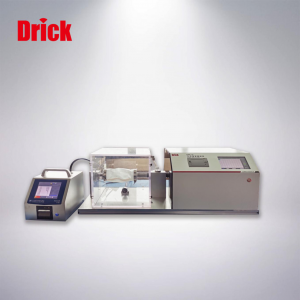
DRK503 Schildknecht Flexing Tester Operation Manual

Кыска тасвирлау:
Куркынычсызлык чаралары 1. Куркынычсызлык билгеләре: Бу кулланмада, корал кулланганда куркынычсызлык техникасы һәм түбәндәге мөһим күрсәткечләр күрсәтелә. Аварияләрне һәм куркынычларны булдырмас өчен, зинһар, куркыныч, кисәтү һәм игътибар турында түбәндәге язмаларны күзәтегез: Куркыныч: Бу дисплей операторга иярмәсә, җәрәхәтләнергә мөмкинлеген күрсәтә. Искәрмә: күрсәтелгән әйберләр тест нәтиҗәләренә һәм сыйфатына тәэсир итә ала. Искәрмә: ...
Куркынычсызлык чаралары
1. Куркынычсызлык билгеләре:
Бу кулланмада, корал кулланганда куркынычсызлык техникасы һәм түбәндәге мөһим күрсәткечләр күрсәтелә. Аварияләрне һәм куркынычларны булдырмас өчен, зинһар, куркыныч, кисәтү һәм игътибар турында түбәндәге язмаларны карагыз:
| Куркыныч: |

| Искәрмә: |

| Искәрмә: |

2. Бу коралда түбәндәге билгеләр игътибарны һәм кисәтүне күрсәтә.
| | Кисәтү билгесе | Бу билге операция кулланмасына мөрәҗәгать итүнең кайда кирәклеген күрсәтә. |
| | Куркыныч көчәнеш билгесе | Бу символ югары көчәнеш куркынычын күрсәтә. |
|
| Oundир асты саклау билгесе | Бу коралдагы җир асты терминалына карый. |


Sйомгак
1. Максат:
Машина капланган тукымаларның кат-кат сыгылучанлыгы өчен яраклы, тукымаларны яхшырту өчен белешмәлек бирә.
2. Принцип:
Турыпочмаклы капланган тукыма полосасын ике каршы цилиндр тирәсенә урнаштырыгыз, үрнәк цилиндр рәвешендә. Ylилиндрларның берсе үз күчәре буенча үзара җавап бирә, альтернатив кысылуга һәм капланган тукыма цилиндрының йомшаруына китерә, үрнәктә катлауга китерә. Ябык тукыма цилиндрының бу катламы алдан билгеләнгән цикл яки үрнәк бозылганчы дәвам итә.
3. Стандартлар:
Машина BS 3424 P9, ISO 7854 һәм GB / T 12586 B ысулы буенча эшләнгән.
Инструмент тасвирламасы
1. Корал структурасы:
Инструмент структурасы:
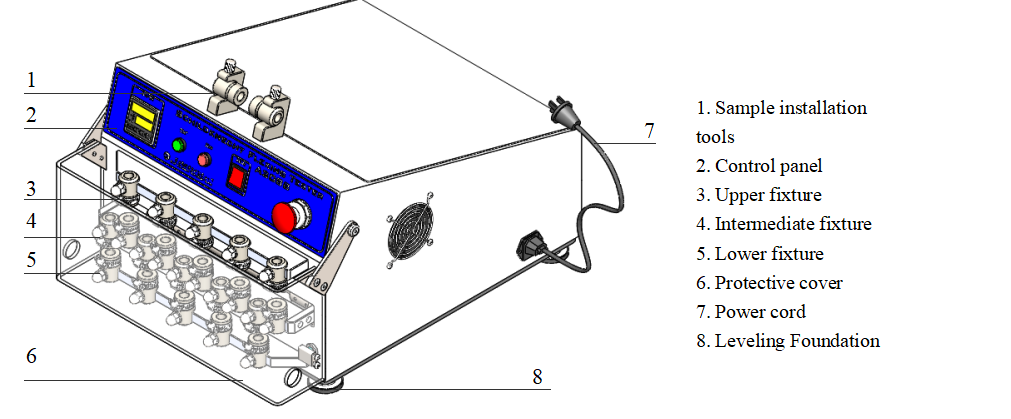
Функция тасвирламасы:
Арматура: үрнәкне урнаштырыгыз
Контроль панель: контроль корал һәм контроль ачкыч төймәсен кертеп
Электр линиясе: корал өчен көч бирегез
Аякта тигезләү: коралны горизонталь позициягә көйләгез
Installationрнәк урнаштыру кораллары: үрнәкләрне урнаштыру җиңел
2. Контроль панель тасвирламасы:
Контроль панель составы:
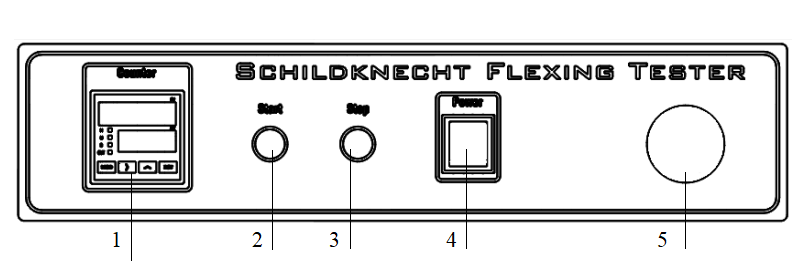
1.Контер 2. Башлау төймәсе 3. Туктату төймәсе 4. Электр сүндергеч 5. Ашыгыч тукталыш
3.
| Проект | Характеристикалар |
| Арматура | 10 төркем |
| Тизлек | 8.3 Гц ± 0,4 Гц (498 ± 24р / мин) |
| Ylилиндр | Тышкы диаметры 25,4 мм ± 0,1 мм |
| Тест трек | Арка r460mm |
| Тест сәяхәте | 11,7 мм ± 0,35 мм |
| Кысу | Киңлеге: 10 мм ± 1 мм |
| Кысу арасы | 36 мм ± 1 мм |
| Ampleрнәк күләме | 50mmx105mm |
| Samрнәкләр саны | 6, 3 озынлыкта һәм 3 киңлектә |
| Том (WxDxH) | 43х55х37см |
| Авырлык (якынча) | ≈50Кг |
| Электр белән тәэмин итү | 1∮ AC 220V 50Hz 3A |
4. Ярдәмче кораллар:
Кысу: 10 кисәк
Вренч
Инструмент урнаштыру
1. Электр белән тәэмин итү шартлары:
Зинһар, бу машинадагы ярлык буенча дөрес электр тәэминатын конфигурацияләгез
| Куркыныч
|
2. Эш шартлары: бүлмә температурасы шартлары.
3. Машина тотрыклы булсын өчен, горизонталь һәм тотрыклы платформага урнаштырылырга тиеш.
Операция спецификасы
1. Тест кисәкләрен әзерләү:
1. ampleрнәк әзерләү:
Эффектив киңлек белән капланган тукымалардан 1,1, 60 мм х 105 мм үрнәкне кисегез, 3 озын ягы параллель һәм туку белән параллель.
1.2 үрнәк тулы киңлек һәм озынлык буенча бердәм интервалдан киселергә тиеш
1.3 үрнәкне көйләгез: үрнәк 21 ± 1 at һәм тигезлектә 65 ± 2% тигезлеккә көйләнергә тиеш
2. Операция адымнары:
2.1. Эш алдыннан расланырга тиешле әйберләр:
Электр белән тәэмин итү таләпләргә туры килү-килмәвен раслагыз
Приборның нормаль эшләвенә инаныгыз
Күчерелә торган үрнәк иясе урта хәлдәме
2.2. Урнаштыру үрнәге:
2.2.1 үрнәкнең сынау каплавын цилиндрга әйләндерегез, һәм цилиндрның тышкы ягына ике кыскыч куегыз. Аннары үрнәкне пар баллоннан читкә куегыз. Башта, ике цилиндрны үрнәк монтаж җайланмасының кыскычына куегыз, һәм ике цилиндрны болт белән приборга урнаштырыгыз. Samрнәкләрне тәртипкә китерегез, һәм ике кыскычны үрнәкнең ике очына монтаж җайланмасының эчке ягына якын куегыз.
2.2.2 кыскычны винтовка белән бикләгез, үрнәкнең ике очын да цилиндрга кысыгыз, өске һәм аскы кыскычлар арасы 36 мм, һәм үрнәкнең өске өлешен кысу өчен кыскычны бикләгез.
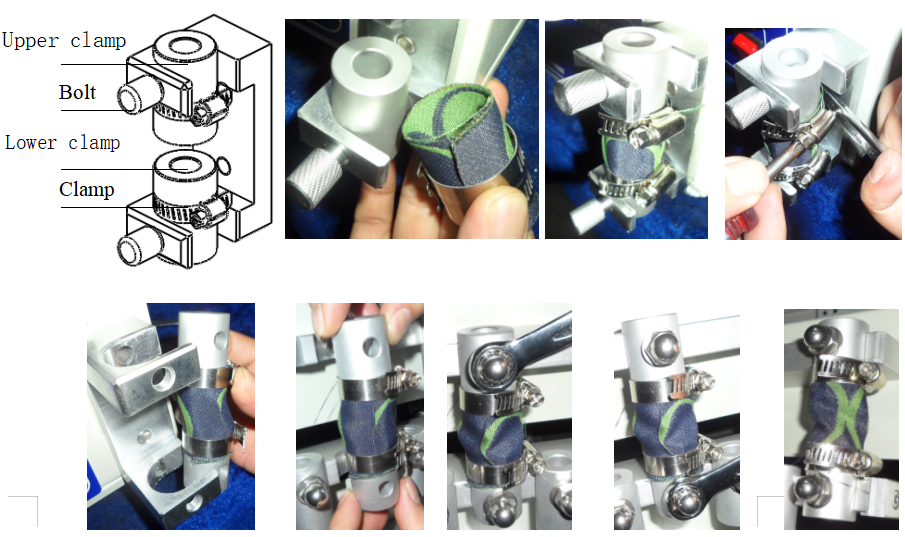
2.3 ике кадакны чыгарыгыз, монтаж җайланмасыннан үрнәк белән урнаштырылган пар баллонны алыгыз (7 нче рәсем), өске һәм аскы цилиндрларның болт түгәрәк тишекләрен сынау приборындагы винталар белән тигезләгез (8 нче рәсем). ), һәм өске һәм аскы цилиндрларны прибор белән вагон белән бикләгез (9-нчы рәсем ~ 11 нче рәсем)
2.4 бүтән барлык үрнәкләрне 2.1 ~ 2.3 адымнарда күрсәтелгән ысуллар буенча прибор сынау стендына урнаштырыгыз
| Куркыныч Ylилиндрны һәм үрнәкне урнаштырганда һәм сүткәндә, операторга зыян китермәс өчен, машинаның электр тәэминатын сүндерегез.
Сынау җайланмасына цилиндр урнаштырылганнан соң, инструментка зыян китермәс өчен винт бикләнергә тиеш. |
3. Тестны башлау:
3.1 электр тәэминатын кабызыгыз, сынау вакытын куегыз (үрнәкнең бозылган вакытын санау һәм тикшерү өчен туктатырга кирәк) һәм счетчикның хәзерге вакытын чистарту өчен RST төймәсенә басыгыз.
Искәрмә: вакыт билгеләү ысулы: коралның электр ачкычын кабызыгыз, счетчиктагы уң өчпочмак төймәсенә басыгыз, экрандагы сан көйләү режимына керә, санны үзгәртү өчен уң өчпочмак төймәсенә басыгыз, өскә басыгыз кыйммәт зурлыгын үзгәртү өчен өчпочмак ачкычы (0 ~ 9 үз чиратында күрсәтелә). Көйләү тәмамлангач, экранның кабызылуын туктатыр өчен, якынча 8 с көтегез, һәм көйләү көченә керә
3.2 Тестны башлау өчен старт төймәсенә басыгыз, һәм билгеләнгән номер җиткәч, машина автоматик рәвештә туктар
3.3 сынау үрнәген тикшерү; тулырак тикшерү кирәк булса, машинаның электр сүндергечне сүндерегез, тикшерү өчен үрнәкне алыгыз һәм сынау вакытын языгыз
3.4 Тестны дәвам итү кирәк булса, тест вакытын югарыдагы ысул буенча үзгәртегез
3.5 Тесттан соң, көчне сүндерегез һәм анализ өчен барлык үрнәкләрне алыгыз
| 【Искәрмә】 Принципта, прибордан алынган үрнәк сынау өчен приборга яңадан куелырга тиеш түгел. кирәк булса, үрнәк барлык якларның килешүеннән соң алга таба сынау өчен приборга урнаштырыла ала Әгәр дә сез ярты юлда туктарга телисез икән, эшне туктатыр өчен тукталыш төймәсенә басыгыз. |
3. Нәтиҗәне бәяләү һәм тест отчеты:
3.1. Инспекция үрнәге:
3.1.1, зарарланган үрнәкләрнең санына җиткәч, цилиндр һәм үрнәк сынау инструменты урыныннан чыгарыла ала, һәм тиешле сынау вакыты языла:
Ampleрнәк каплауның начарлануы;
Ampleрнәкнең каплау ярылуы;
Ampleрнәк бозылган (ярылган)
3.1.2, кирәк булса, башлангыч тикшерү, үрнәк җентекләп тикшерү өчен цилиндрдан чыгарылырга мөмкин; барлык сынаулар тәмамланганнан соң, үрнәк цилиндрдан җентекләп тикшерелергә тиеш:
3.1.2.1 бөкләнү һәм ярылуга каршы торуны бәяләү:
Барлык күренгән факторлар, мәсәлән, бөртек, ярылу, кабыгы һәм төссезләнүе, гомуми күренешне бәяләү өчен исәпкә алына. Флексур өчен сынап каралган үрнәкләр һәм флексур тестсыз булганнар зурламыйча чагыштырыла. Күренешнең начарлану класслары түбәндәге дүрт класс буенча билгеләнә, һәм урта класс кабул ителә:
0 - юк
1 - аз
2 - урта
3 - җитди
3.1.2.2 зыянның тасвирламасы: бар икән, зыянның төре күрсәтелергә тиеш.
3.1.3 ярылу: үрнәкне 10 тапкыр зурлаучы пыяла һәм яхшырак 10 тапкыр стерео микроскоп белән тикшерегез. Әгәр ярыклар булса, түбәндәге нигезләмәләр буенча ярыкларның тирәнлеген, күләмен һәм озынлыгын хәбәр итегез.
3.1.3.1 ярак тирәнлеге: ярак тирәнлегенең классификациясе түбәндәгечә:
Ni1 - ярылу юк;
А - өслектә яки өслекне үзгәртү катламындагы ярыклар, һәм күбек катламы яки урта катлам әле ачыкланмаган.
В - ярылу, ләкин арадаш катлам аша түгел, яки бер катлы каплау очракларында, субстрат тукымасы ачыкланмаган;
С - төп тукымага ярылу;
D-крекинг материалга тулысынча үтеп керә.
3.1.3.2 ярыклар саны: ярыкларның иң түбән дәрәҗәсен күрсәтеп, иң түбән ярыкларны языгыз. Әгәр дә 10 дан артык ярык булса, "10 дан артык ярык" турында хәбәр итегез.
3.1.3.3 ярак озынлыгы: иң озын ярыкны иң түбән дәрәҗәдә языгыз, иң начар ярак дәрәҗәсен күрсәтә, мм белән күрсәтелгән.
3.1.4 деламинация: ачык деламинациянең булу-булмавын бәяләү өчен, каплау ябышу көченең ачык үзгәрү яки кием каршылыгы, нефтьнең үзләштерүе яки статик басымга каршы торуы буенча сынау үткәрелә. Моннан тыш, үрнәкнең бөтен калынлыгы шикле урында деламинацияне ачыклау өчен киселергә мөмкин.
Искәрмә 1: деламинация ачык күренмәскә мөмкин, ләкин ул капланган тукыманы киемне җиңеләйтә, абразия һәм майны үзләштерә, һәм шулай ук статик басымга каршы торуны киметергә мөмкин.
Искәрмә 2: Бу өстәмә тестлар, флексур тесттан бәйсез, һәм капланган тукымаларның сыгылма каршылыгын бәяләү ысулы буларак кулланылмый.
3.2. Тест отчеты: отчет түбәндәге эчтәлекне үз эченә ала
Тест нигезенең стандарт саны;
Ябык тукыманы ачыклауның барлык детальләре;
Тест үткәрү һәм тикшерү вакытында күрсәтелгән флексур саны һәм соңгы инспекциядә флексур саны;
1 бүлектә күрсәтелгәнчә инспекциягә китерелгән зыян күләме;
Стандарт тест процедурасыннан читкә тайпылу
| 【Искәрмә】 |
Калибрлау процедурасы
1. Төзәтү пункты: тизлек
2. Калибрлау коралы: электрон секундомер
3. Калибрлау вакыты: бер ел
4. Калибрлау адымнары:
4.1. Тизлекне төзәтү ысулы:
4.2 машинаның көчен кабызыгыз һәм сынау вакытын 500 дән артык итеп куегыз
4.3 машинаны эшләтеп җибәрү өчен секундка басыгыз
4.4 секундомер вакытны туктатыр өчен 1 минутка җиткәч, машинаны бер үк вакытта туктатыр өчен тукталышка басыгыз, һәм счетчик күрсәткән санның тизлеккә туры килү-килмәвен тикшерегез.
Хезмәт күрсәтү процедуралары
1. Машина өслеген һәр сынау алдыннан һәм аннан соң чистартырга кирәк.
2. Машинаның әйләнүче өлешенә майлау мае даими кушылырга тиеш.
3. Машина озак эшләмәгәндә, электр чыбыкларын чыгарырга кирәк.

ШАНДОН ДРИК ИНСТРУМЕНТЛАР СО., ООО
Компания профиле
Shandong Drick Instruments Co., Ltd, нигездә, тикшерү коралларын тикшерү һәм эшкәртү, җитештерү һәм сату белән шөгыльләнә.
Компания 2004 елда оешты.
Продукция фәнни тикшеренү бүлекләрендә, сыйфат инспекция учреждениеләрендә, университетларда, төрү, кәгазь, полиграфия, каучук һәм пластмасса, химия, азык-төлек, фармацевтика, тукымалар һәм башка тармакларда кулланыла.
Дрик талантлар үстерүгә һәм команда төзүгә игътибар итә, профессиональлек, багышлау.прагматизм һәм инновация үсеш концепциясен тота.
Клиентларга юнәлтелгән принципны тоту, клиентларның иң актуаль һәм практик ихтыяҗларын чишү, югары сыйфатлы продуктлар һәм алдынгы технологияләр белән клиентларга беренче класслы чишелешләр тәкъдим итү.