DRK503 Schildknecht Flexing Tester Operation Manual

Кыска сүрөттөмө:
Коопсуздук чаралары 1. Коопсуздук белгилери: Бул колдонмодо коопсуздук чаралары жана төмөнкү маанилүү дисплей элементтери аспапты колдонууда көрсөтүлгөн. Кырсыктарды жана коркунучтарды болтурбоо үчүн, коркунуч, эскертүү жана көңүл буруу боюнча төмөнкү эскертүүлөрдү сактаңыз: Коркунуч: Бул дисплей, эгерде ал сакталбаса, оператор жаракат алышы мүмкүн экенин көрсөтүп турат. Эскертүү: Көрсөтүлгөн нерселер тесттин натыйжаларына жана сапатына таасир этиши мүмкүн деп көрсөтүлгөн. Эскертүү: ...
Коопсуздук чаралары
1. Коопсуздук белгилери:
Бул колдонмодо коопсуздук чаралары жана төмөнкү маанилүү дисплей элементтери аспапты колдонууда көрсөтүлгөн. Кырсыктарды жана коркунучтарды алдын алуу үчүн коркунуч, эскертүү жана көңүл буруу боюнча төмөнкү эскертүүлөрдү сактаңыз:
| Коркунуч: |

| Эскертүү: |

| Эскертүү: |

2. Бул аспапта төмөнкү белгилер көңүл бурууну жана эскертүүнү билдирет.
| | Эскертүү белгиси | Бул белги эксплуатациялоо боюнча нускамага кайрылуу зарыл экенин көрсөтүп турат. |
| | Коркунучтуу чыңалуу белгиси | Бул белги жогорку чыңалуу коркунучун көрсөтүп турат. |
|
| Жерге туташтыруудан коргоо белгиси | Бул аспаптын жерге туташтыруу терминалына тиешелүү. |


Sжыйынтык
1. Максаты:
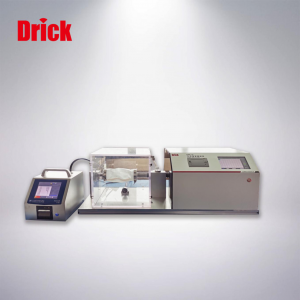
Машина кездемелерди жакшыртуу үчүн шилтеме менен капталган кездемелердин кайра-кайра ийилүүгө каршылык көрсөтүүсү үчүн ылайыктуу.
2. Принцип:
Үлгү цилиндр формасында болушу үчүн, эки карама-каршы цилиндрдин тегерегине тик бурчтуу капталган кездеме тилкесин коюңуз. Цилиндрлердин бири өз огу боюнча кайра жылып, капталган кездеме цилиндрин кезектешип кысуу жана бошоңдотуу менен үлгүнүн бүктөлүшүнө алып келет. Капталган кездеме цилиндринин бул бүктөлүшү алдын ала белгиленген циклдердин санына чейин же үлгү ачык бузулганга чейин созулат.
3. Стандарттар:
Машина BS 3424 P9, ISO 7854 жана GB / T 12586 B ыкмасы боюнча жасалган.
Аспаптын сүрөттөлүшү
1. Аспаптын түзүлүшү:
Аспаптын түзүлүшү:
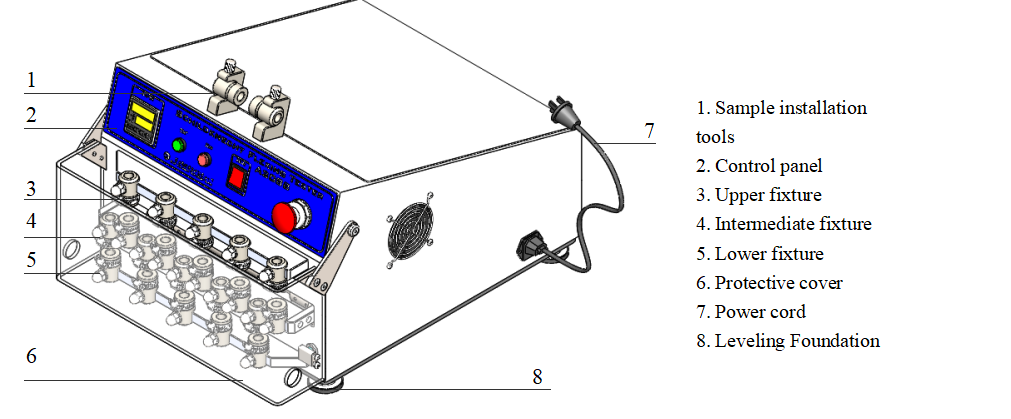
Функциянын сүрөттөлүшү:
Түзмөк: үлгү орнотуу
Башкаруу панели: анын ичинде башкаруу аспабы жана башкаруу которуштуруу баскычы
Электр линиясы: аспап үчүн энергия менен камсыз кылуу
Тегиздөө буту: аспапты горизонталдуу абалга келтириңиз
Үлгү орнотуу куралдары: үлгүлөрдү орнотуу оңой
2. Башкаруу панелинин сүрөттөлүшү:
Башкаруу панелинин курамы:
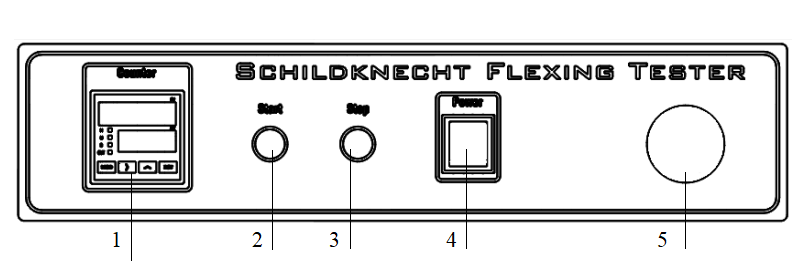
1.Счетчик 2. Старт баскычы 3. Токтотуу баскычы 4. Кубат өчүргүч 5. Шашылыш токтотуу баскычы
3.
| Долбоор | Техникалык шарттар |
| Фикстура | 10 топ |
| Ылдамдык | 8,3Гц±0,4Гц (498±24р/мин) |
| Цилиндр | Сырткы диаметри 25,4 мм ± 0,1 мм |
| Тест трек | Арк r460мм |
| Сыноо сапары | 11,7мм±0,35мм |
| Кысгыч | Туурасы: 10 мм ± 1 мм |
| Кысгычтын ичиндеги аралык | 36мм±1мм |
| Үлгү өлчөмү | 50ммx105мм |
| Үлгүлөрдүн саны | Узундук боюнча 6, 3 жана кеңдик боюнча 3 |
| Көлөмү (WxDxH) | 43x55x37см |
| Салмагы (болжол менен) | ≈50Кг |
| Электр камсыздоо | 1∮ AC 220V 50Hz 3A |
4. Көмөкчү куралдар:
Кысуучу: 10 даана
ачкыч
Приборлорду орнотуу
1. Электр менен камсыздоо шарттары:
Сураныч, бул машинадагы энбелгиге ылайык туура кубат менен камсыздоону конфигурациялаңыз
| коркунуч
|
2. Иштөө чөйрөсү талаптар: бөлмө температурасынын шарттары.
3. Машинаны стабилдүү кармап туруу үчүн горизонталдуу жана туруктуу платформага коюу керек.
Операциянын спецификациясы
1. Сыноо кесимдерин даярдоо:
1. Үлгү даярдоо:
1.1 эффективдүү туурасы капталган кездеме түрмөгүнөн, 60 мм х 105 мм үлгүдөгү кесилген, 3 узун тарабы ийилүү жана өрүүгө параллелдүү
1.2 Үлгү үлгүнүн толук туурасы жана узундугу боюнча бирдей аралыктан кесилиши керек
1.3 үлгүнү тууралоо: үлгү 21 ± 1 ℃ жана 65 ± 2% салыштырмалуу нымдуулукта тең салмактуулукка келтирилиши керек
2. Операция кадамдары:
2.1. Иштөө алдында ырасталышы керек нерселер:
Электр менен камсыздоо талаптарга жооп берерин ырастаңыз
Аспаптын нормалдуу иштешин текшериңиз
Кыймылдуу үлгү ээси орто абалдабы
2.2. Үлгү орнотуу:
2.2.1 Үлгүнүн сыналуучу жабуусун цилиндрге кылдаттык менен ороп, цилиндрдин сыртына эки кыскычты коюңуз. Андан кийин үлгүнү бир жуп цилиндрдин сыртына коюңуз. Биринчиден, эки цилиндрди үлгү монтаждоо арматурасынын кыскычына салып, эки цилиндрди болт менен бекиткичке бекитиңиз. Үлгүлөрдү ирети менен жайгаштырыңыз жана үлгүнүн эки учуна эки кычкычты монтаждоочу түзүлүштүн ички капталдарына жакын коюңуз.
2.2.2 кыскычты бураткыч менен бекитүү, үлгүнүн эки учун цилиндрге кысуу, үстүнкү жана төмөнкү кыскычтардын ортосундагы аралык 36 мм жана үлгүнүн үстүнкү бөлүгүн кысуу үчүн кыстырманы бекитүү
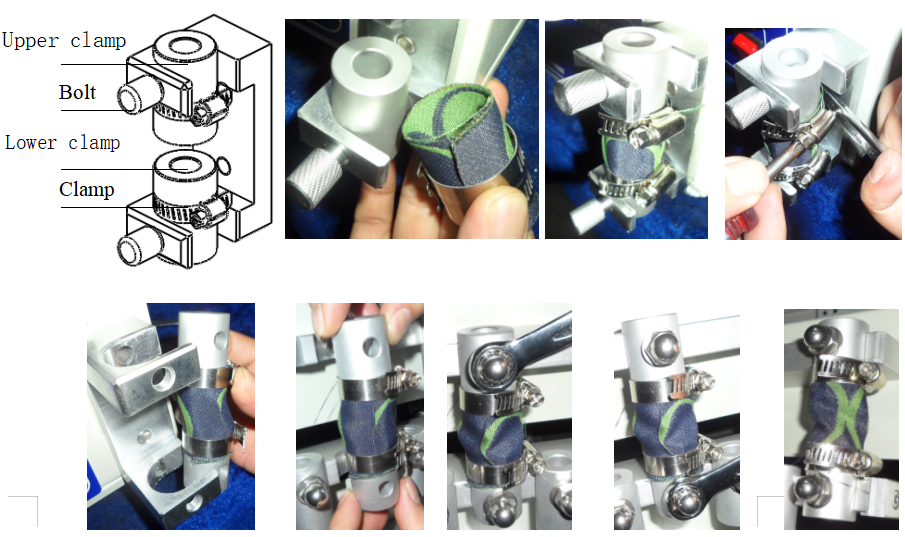
2.3 эки төөнөгүчтү сууруп алыңыз, орнотуу арматурасынан үлгү менен орнотулган бир жуп цилиндрди чыгарыңыз (7-сүрөт), үстүнкү жана төмөнкү цилиндрлердин болттун тегерек тешиктерин сыноо арматурасынын отургучундагы бурамалар менен тегиздөө (8-сүрөт). ), жана жогорку жана төмөнкү цилиндрлерди орнотулган отургучка ачкыч менен бекитиңиз (сүр. 9 ~ 11-сүрөт)
2.4 Бардык башка үлгүлөрдү 2.1 ~ 2.3 кадамдарында сүрөттөлгөн ыкмаларга ылайык арматура сыноо стендине орнотуу
| коркунуч Цилиндрди жана үлгүнү орнотууда жана демонтаждоодо, операторго зыян келтирбөө үчүн машинанын электр менен камсыздоосун өчүрүүнү унутпаңыз.
Цилиндр сыноочу орнотулган отургучка орнотулгандан кийин, аспапка зыян келтирбөө үчүн буроо кулпуланышы керек. |
3. Тестти баштаңыз:
3.1 электр менен жабдууну күйгүзүңүз, сыноо убакыттарын коюңуз (канча жолу үлгү бузулуп, текшерүү үчүн токтотулушу керек экендигин эсептөө үчүн) жана эсептегичтин учурдагы убакыттарын тазалоо үчүн RST баскычын басыңыз.
Эскертүү: убакытты орнотуу ыкмасы: аспаптын кубат которгучун күйгүзүңүз, эсептегичтеги оң үч бурчтук баскычын басыңыз, экрандагы сан жөндөө режимине өтөт, санды өзгөртүү үчүн оң үч бурчтук баскычын басууну улантыңыз, өйдө басыңыз. маани өлчөмүн өзгөртүү үчүн үч бурчтук баскычы (0 ~ 9 кезеги менен көрсөтүлөт). Орнотуу аяктагандан кийин, экрандын жарк этүүсүн токтотуу үчүн болжол менен 8 секунд күтө туруңуз жана жөндөө күчүнө кирет
3.2 Сыноону баштоо үчүн баштоо баскычын басыңыз, жана белгиленген сан жеткенде машина автоматтык түрдө токтойт
3.3 үлгүдөгү сыноонун абалын текшерүү; деталдуу текшерүү керек болсо, машинанын өчүргүчтү өчүрүп, текшерүү үчүн үлгүсүн алып, жана сыноо убакыттарын жазып
3.4 Эгерде тестти улантуу зарыл болсо, жогорудагы ыкмага ылайык тестирлөө убактысын баштапкы абалга келтириңиз
3.5 Сыноодон кийин электр кубатын өчүрүп, анализ үчүн бардык үлгүлөрдү түшүрүңүз
| 【Эскертүү】 Принцибинде, арматурадан алынган үлгү сыноо үчүн кайра арматурага орнотулбашы керек; зарыл болсо, үлгү бардык тараптардын макулдашуусунан кийин андан ары сыноо үчүн арматурага кайра орнотулушу мүмкүн Эгер жарым жолдо токтогуңуз келсе, аракетти токтотуу үчүн токтотуу баскычын басыңыз. |
3. Натыйжаларды баалоо жана сыноо отчету:
3.1. Текшерүү үлгүсү:
3.1.1 Бузулган үлгүлөрдүн болжолдуу санына жеткенде, цилиндр жана үлгү алгачкы текшерүү үчүн сыноочу прибордун отургучунан алынып салынышы мүмкүн жана тиешелүү сыноо убакыттары жазылат:
үлгү жабуунун начарлашы;
үлгүнүн каптоо крекинг;
Үлгү бузулган (жарык)
3.1.2 баштапкы текшерүү зарыл болгон учурда, деталдуу текшерүү үчүн үлгү баллондон алынып салынышы мүмкүн; Бардык сыноолор аяктагандан кийин, үлгү деталдуу текшерүү үчүн цилиндрден чыгарылат:
3.1.2.1 ийилүүгө жана жарылууга туруктуулукту баалоо:
Жалпы көрүнүшкө баа берүү үчүн бардык көрүнгөн факторлор, мисалы, бырыш, жаракалар, пилинг жана түстүн өзгөрүшү эске алынат. Ийилүүгө сыналган үлгүлөр менен ийилүүгө сыналышы жок үлгүлөр чоңойтуусуз салыштырылат. Сырткы көрүнүшүнүн начарлашы төмөнкү төрт класска ылайык аныкталат, ал эми орто класска жол берилет:
0 - жок
1 - аз
2 - орто
3 - олуттуу
3.1.2.2 Зыяндын сыпаттамасы: эгерде бар болсо, зыяндын түрү көрсөтүлөт.
3.1.3 Крекинг: үлгүнү 10 жолу лупа жана 10 жолу стерео микроскоп менен кылдат текшериңиз. Эгерде жаракалар бар болсо, анда төмөнкү жоболорго ылайык жаракалардын тереңдигин, санын жана узундугун билдириңиз.
3.1.3.1 Жаракалардын тереңдиги: жаракалардын тереңдигинин классификациясы төмөнкүдөй:
Ni1 -- жарака жок;
A - бетинде же беттик өзгөртүү катмарында жаракалар, жана эч кандай көбүк катмары же орто катмары али ачыла элек.
B -- крекинг, бирок ортоңку катмар аркылуу эмес, же бир катмарлуу каптоодо субстрат кездеме ачыкка чыккан эмес;
C -- негизги кездемеге жаракалардын өтүшү;
D-крекинг материалга толугу менен кирет.
3.1.3.2 Жаракалардын саны: жаракалардын эң начар деңгээлин чагылдырган жаракалардын эң төмөнкү деңгээлин жазыңыз. Эгерде 10дон ашык жаракалар болсо, жөн гана "10дон ашык жаракалар" деп кабарлаңыз.
3.1.3.3 жаракалардын узундугу: мм менен туюнтулган жаракалардын эң начар даражасын билдирген эң төмөнкү деңгээлдеги эң узун жараканы жазыңыз.
3.1.4 Деламинация: деламинациянын ачык-айкын даражасы бар-жогун баалоо үчүн жабуунун адгезиясынын бекемдигинин же эскирүүгө туруктуулугунун, майды сиңирүүнүн же статикалык басымга туруктуулугунун ачык өзгөрүүсүнө сыноо өткөрүлөт. Кошумчалай кетсек, үлгүнүн бүт калыңдыгын кесип, шектүү абалда деламинацияны ачууга болот.
Эскертүү 1: деламинация ачык-айкын болбошу мүмкүн, бирок ал капталган кездемени кийүүнү, сүртүүнү жана майды сиңирүүнү жеңилдетет, ошондой эле анын статикалык басымга туруктуулугун төмөндөтүшү мүмкүн.
Эскертүү 2: Бул ийкемдүүлүк сынагынан көз карандысыз кошумча кошумча сыноолор жана капталган кездемелердин ийилүүгө туруктуулугун баалоо ыкмасы катары колдонулушу мүмкүн эмес.
3.2. Сыноо отчету: отчет төмөнкү мазмунду камтууга тийиш
Сынактын негизинин стандарттык номери;
капталган кездеме идентификациялоонун бардык реквизиттери;
Сыноо жана текшерүү учурундагы ийилүүнүн көрсөтүлгөн саны жана акыркы текшерүүдөгү ийилүүнүн саны;
1-бөлүмдө баяндалгандай, бир текшерүүдө келтирилген зыяндын көлөмү;
Стандарттык тестирлөө процедурасынан кандайдыр бир четтөөнүн чоо-жайы
| 【Эскертүү】 |
Калибрлөө процедурасы
1. Оңдоо пункту: ылдамдык
2.Калибрлөөчү аспап: электрондук секундомер
3. Калибрлөө мөөнөтү: бир жыл
4. Калибрлөө кадамдары:
4.1. Ылдамдыкты оңдоо ыкмасы:
4.2 машинанын күчүн күйгүзүү жана сыноо убакыттарын 500дөн ашык коюу
4.3 машинаны ишке киргизүү үчүн баштоо баскычын басыңыз жана секундомер убакыт берсин
4.4 секундомер убакытты токтотуу үчүн 1 мүнөткө жеткенде, машинаны бир эле учурда токтотуу үчүн токтотуу баскычын басыңыз жана эсептегич көрсөткөн жолулардын саны ылдамдыкка туура келерин текшериңиз
Тейлөө процедуралары
1. Машинанын бетин ар бир сыноодон мурун жана кийин тазалоо керек.
2. Майлоочу май машинанын айлануучу бөлүгүнө үзгүлтүксүз кошулушу керек.
3. Машина көп убакыт иштебей турганда электр сайгычын сууруп алуу керек.

SHANDONG DRICK INSTRUMENTS CO.,LTD
Компаниянын профили
Shandong Drick Instruments Co., Ltd, негизинен, изилдөө жана иштеп чыгуу, өндүрүү жана сыноо инструменттерин сатуу менен алектенет.
Компания 2004-жылы түзүлгөн.
Продукциялар илимий изилдөө бөлүмдөрүндө, сапатты текшерүү мекемелеринде, университеттерде, таңгактоодо, кагазда, полиграфияда, резина жана пластмассада, химиялык заттарда, тамак-аш, фармацевтикада, текстильде жана башка тармактарда колдонулат.
Дрик профессионалдуулук, арналуу.прагматизм жана инновациянын өнүгүү концепциясын карманып, таланттарды өстүрүү жана команда курууга көңүл бурат.
Кардарга багытталган принципти кармануу, кардарлардын эң актуалдуу жана практикалык муктаждыктарын чечүү жана кардарларга жогорку сапаттагы продуктылар жана алдыңкы технология менен биринчи класстагы чечимдерди берүү.