DRK503 Schildknecht ಫ್ಲೆಕ್ಸಿಂಗ್ ಟೆಸ್ಟರ್ ಆಪರೇಷನ್ ಮ್ಯಾನುಯಲ್

ಸಂಕ್ಷಿಪ್ತ ವಿವರಣೆ:
ಸುರಕ್ಷತಾ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು 1. ಸುರಕ್ಷತಾ ಗುರುತುಗಳು: ಈ ಕೈಪಿಡಿಯಲ್ಲಿ, ಉಪಕರಣವನ್ನು ಬಳಸುವಾಗ ಸುರಕ್ಷತಾ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು ಮತ್ತು ಕೆಳಗಿನ ಪ್ರಮುಖ ಪ್ರದರ್ಶನ ವಸ್ತುಗಳನ್ನು ತೋರಿಸಲಾಗಿದೆ. ಅಪಘಾತಗಳು ಮತ್ತು ಅಪಾಯಗಳನ್ನು ತಡೆಗಟ್ಟಲು, ದಯವಿಟ್ಟು ಅಪಾಯ, ಎಚ್ಚರಿಕೆ ಮತ್ತು ಗಮನದ ಕುರಿತು ಕೆಳಗಿನ ಟಿಪ್ಪಣಿಗಳನ್ನು ಗಮನಿಸಿ: ಅಪಾಯ: ಇದನ್ನು ಅನುಸರಿಸದಿದ್ದಲ್ಲಿ ಆಪರೇಟರ್ಗೆ ಗಾಯವಾಗಬಹುದು ಎಂದು ಈ ಪ್ರದರ್ಶನವು ಸೂಚಿಸುತ್ತದೆ. ಗಮನಿಸಿ: ಪ್ರದರ್ಶಿಸಲಾದ ಐಟಂಗಳು ಪರೀಕ್ಷಾ ಫಲಿತಾಂಶಗಳು ಮತ್ತು ಗುಣಮಟ್ಟದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿವೆ ಎಂದು ಸೂಚಿಸಲಾಗಿದೆ. ಗಮನಿಸಿ: ದಿ...
ಸುರಕ್ಷತಾ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು
1. ಸುರಕ್ಷತಾ ಗುರುತುಗಳು:
ಈ ಕೈಪಿಡಿಯಲ್ಲಿ, ಉಪಕರಣವನ್ನು ಬಳಸುವಾಗ ಸುರಕ್ಷತಾ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು ಮತ್ತು ಕೆಳಗಿನ ಪ್ರಮುಖ ಪ್ರದರ್ಶನ ವಸ್ತುಗಳನ್ನು ತೋರಿಸಲಾಗಿದೆ. ಅಪಘಾತಗಳು ಮತ್ತು ಅಪಾಯಗಳನ್ನು ತಡೆಗಟ್ಟುವ ಸಲುವಾಗಿ, ದಯವಿಟ್ಟು ಅಪಾಯ, ಎಚ್ಚರಿಕೆ ಮತ್ತು ಗಮನದ ಕುರಿತು ಕೆಳಗಿನ ಟಿಪ್ಪಣಿಗಳನ್ನು ಗಮನಿಸಿ:
| ಅಪಾಯ: |

| ಗಮನಿಸಿ: |

| ಗಮನಿಸಿ: |

2. ಈ ಉಪಕರಣದಲ್ಲಿ, ಕೆಳಗಿನ ಗುರುತುಗಳು ಗಮನ ಮತ್ತು ಎಚ್ಚರಿಕೆಯನ್ನು ಸೂಚಿಸುತ್ತವೆ.
| | ಎಚ್ಚರಿಕೆ ಚಿಹ್ನೆ | ಕಾರ್ಯಾಚರಣೆಯ ಕೈಪಿಡಿಯನ್ನು ಎಲ್ಲಿ ಉಲ್ಲೇಖಿಸಬೇಕು ಎಂದು ಈ ಗುರುತು ಸೂಚಿಸುತ್ತದೆ. |
| | ಅಪಾಯಕಾರಿ ವೋಲ್ಟೇಜ್ ಗುರುತು | ಈ ಚಿಹ್ನೆಯು ಹೆಚ್ಚಿನ ವೋಲ್ಟೇಜ್ ಅಪಾಯವನ್ನು ಸೂಚಿಸುತ್ತದೆ. |
|
| ಗ್ರೌಂಡಿಂಗ್ ರಕ್ಷಣೆ ಗುರುತು | ಇದು ಉಪಕರಣದ ಮೇಲೆ ಗ್ರೌಂಡಿಂಗ್ ಟರ್ಮಿನಲ್ ಅನ್ನು ಸೂಚಿಸುತ್ತದೆ. |


Summary
1. ಉದ್ದೇಶ:
ಲೇಪಿತ ಬಟ್ಟೆಗಳ ಪುನರಾವರ್ತಿತ ಬಾಗುವಿಕೆ ಪ್ರತಿರೋಧಕ್ಕೆ ಯಂತ್ರವು ಸೂಕ್ತವಾಗಿದೆ, ಬಟ್ಟೆಗಳನ್ನು ಸುಧಾರಿಸಲು ಉಲ್ಲೇಖವನ್ನು ನೀಡುತ್ತದೆ.
2. ತತ್ವ:
ಮಾದರಿಯು ಸಿಲಿಂಡರಾಕಾರದ ಎರಡು ವಿರುದ್ಧ ಸಿಲಿಂಡರ್ಗಳ ಸುತ್ತಲೂ ಆಯತಾಕಾರದ ಲೇಪಿತ ಬಟ್ಟೆಯ ಪಟ್ಟಿಯನ್ನು ಇರಿಸಿ. ಸಿಲಿಂಡರ್ಗಳಲ್ಲಿ ಒಂದು ಅದರ ಅಕ್ಷದ ಉದ್ದಕ್ಕೂ ಪರಸ್ಪರ ವಿನಿಮಯ ಮಾಡಿಕೊಳ್ಳುತ್ತದೆ, ಇದು ಲೇಪಿತ ಬಟ್ಟೆಯ ಸಿಲಿಂಡರ್ನ ಪರ್ಯಾಯ ಸಂಕೋಚನ ಮತ್ತು ವಿಶ್ರಾಂತಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ, ಇದು ಮಾದರಿಯ ಮೇಲೆ ಮಡಚುವಿಕೆಯನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ. ಲೇಪಿತ ಬಟ್ಟೆಯ ಸಿಲಿಂಡರ್ನ ಈ ಮಡಿಸುವಿಕೆಯು ಪೂರ್ವನಿರ್ಧರಿತ ಸಂಖ್ಯೆಯ ಚಕ್ರಗಳು ಅಥವಾ ಮಾದರಿಯು ನಿಸ್ಸಂಶಯವಾಗಿ ಹಾನಿಯಾಗುವವರೆಗೆ ಇರುತ್ತದೆ.
3. ಮಾನದಂಡಗಳು:
ಯಂತ್ರವನ್ನು BS 3424 P9, ISO 7854 ಮತ್ತು GB / T 12586 B ವಿಧಾನದ ಪ್ರಕಾರ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ವಾದ್ಯ ವಿವರಣೆ
1. ವಾದ್ಯ ರಚನೆ:
ವಾದ್ಯ ರಚನೆ:
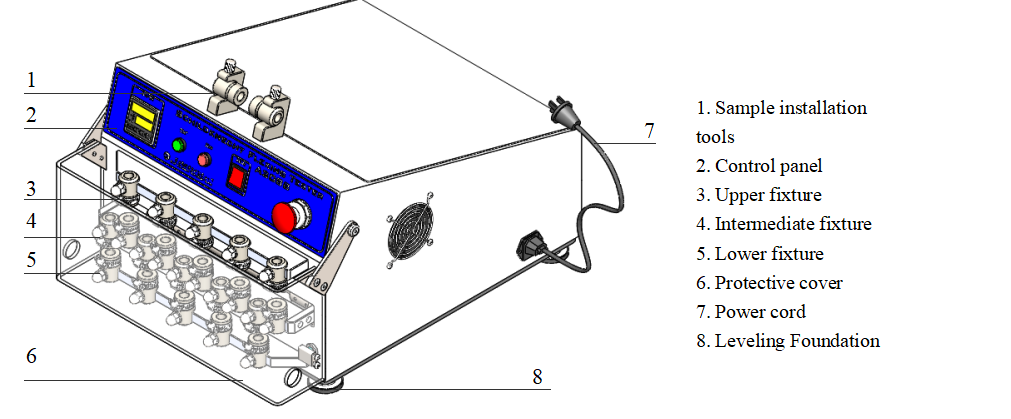
ಕಾರ್ಯ ವಿವರಣೆ:
ಫಿಕ್ಸ್ಚರ್: ಮಾದರಿಯನ್ನು ಸ್ಥಾಪಿಸಿ
ನಿಯಂತ್ರಣ ಫಲಕ: ನಿಯಂತ್ರಣ ಉಪಕರಣ ಮತ್ತು ನಿಯಂತ್ರಣ ಸ್ವಿಚ್ ಬಟನ್ ಸೇರಿದಂತೆ
ಪವರ್ ಲೈನ್: ಉಪಕರಣಕ್ಕೆ ಶಕ್ತಿಯನ್ನು ಒದಗಿಸಿ
ಲೆವೆಲಿಂಗ್ ಪಾದ: ಉಪಕರಣವನ್ನು ಸಮತಲ ಸ್ಥಾನಕ್ಕೆ ಹೊಂದಿಸಿ
ಮಾದರಿ ಅನುಸ್ಥಾಪನಾ ಪರಿಕರಗಳು: ಮಾದರಿಗಳನ್ನು ಸ್ಥಾಪಿಸಲು ಸುಲಭ
2. ನಿಯಂತ್ರಣ ಫಲಕದ ವಿವರಣೆ:
ನಿಯಂತ್ರಣ ಫಲಕದ ಸಂಯೋಜನೆ:
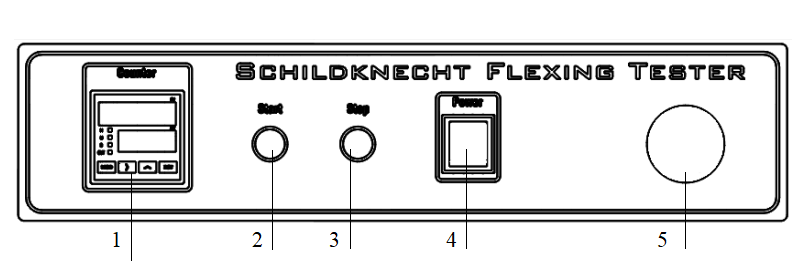
1.ಕೌಂಟರ್ 2. ಸ್ಟಾರ್ಟ್ ಬಟನ್ 3. ಸ್ಟಾಪ್ ಬಟನ್ 4. ಪವರ್ ಸ್ವಿಚ್ 5. ಎಮರ್ಜೆನ್ಸಿ ಸ್ಟಾಪ್ ಸ್ವಿಚ್
3.
| ಯೋಜನೆ | ವಿಶೇಷಣಗಳು |
| ಫಿಕ್ಸ್ಚರ್ | 10 ಗುಂಪುಗಳು |
| ವೇಗ | 8.3Hz±0.4Hz (498±24r/min) |
| ಸಿಲಿಂಡರ್ | ಹೊರಗಿನ ವ್ಯಾಸವು 25.4mm ± 0.1mm ಆಗಿದೆ |
| ಪರೀಕ್ಷಾ ಟ್ರ್ಯಾಕ್ | ಆರ್ಕ್ ಆರ್ 460 ಎಂಎಂ |
| ಪರೀಕ್ಷಾ ಪ್ರವಾಸ | 11.7mm ± 0.35mm |
| ಕ್ಲಾಂಪ್ | ಅಗಲ: 10 ಮಿಮೀ ± 1 ಮಿಮೀ |
| ಕ್ಲಾಂಪ್ನ ಒಳಗಿನ ಅಂತರ | 36mm ± 1mm |
| ಮಾದರಿ ಗಾತ್ರ | 50mmx105mm |
| ಮಾದರಿಗಳ ಸಂಖ್ಯೆ | ರೇಖಾಂಶದಲ್ಲಿ 6, 3 ಮತ್ತು ಅಕ್ಷಾಂಶದಲ್ಲಿ 3 |
| ಸಂಪುಟ (WxDxH) | 43x55x37cm |
| ತೂಕ (ಅಂದಾಜು) | ≈50 ಕೆ.ಜಿ |
| ವಿದ್ಯುತ್ ಸರಬರಾಜು | 1∮ AC 220V 50Hz 3A |
4. ಸಹಾಯಕ ಉಪಕರಣಗಳು:
ಕ್ಲಾಂಪ್: 10 ತುಣುಕುಗಳು
ವ್ರೆಂಚ್
ಉಪಕರಣ ಸ್ಥಾಪನೆ
1. ವಿದ್ಯುತ್ ಸರಬರಾಜು ಪರಿಸ್ಥಿತಿಗಳು:
ಈ ಯಂತ್ರದ ಲೇಬಲ್ ಪ್ರಕಾರ ಸರಿಯಾದ ವಿದ್ಯುತ್ ಸರಬರಾಜನ್ನು ದಯವಿಟ್ಟು ಕಾನ್ಫಿಗರ್ ಮಾಡಿ
| ಅಪಾಯ
|
2. ಕಾರ್ಯಾಚರಣಾ ಪರಿಸರದ ಅವಶ್ಯಕತೆಗಳು: ಕೋಣೆಯ ಉಷ್ಣಾಂಶದ ಪರಿಸ್ಥಿತಿಗಳು.
3. ಯಂತ್ರವನ್ನು ಸ್ಥಿರವಾಗಿಡಲು ಯಂತ್ರವನ್ನು ಸಮತಲ ಮತ್ತು ಸ್ಥಿರವಾದ ವೇದಿಕೆಯ ಮೇಲೆ ಇರಿಸಬೇಕು.
ಕಾರ್ಯಾಚರಣೆಯ ವಿವರಣೆ
1. ಪರೀಕ್ಷಾ ತುಣುಕುಗಳ ತಯಾರಿಕೆ:
1. ಮಾದರಿ ತಯಾರಿ:
ಪರಿಣಾಮಕಾರಿ ಅಗಲ ಲೇಪಿತ ಬಟ್ಟೆಯ ರೋಲ್ನಿಂದ 1.1, 60 mm x 105 mm ಮಾದರಿಯನ್ನು ಕತ್ತರಿಸಿ, 3 ಉದ್ದದ ಬದಿಗಳು ಕ್ರಮವಾಗಿ ವಾರ್ಪ್ ಮತ್ತು ನೇಯ್ಗೆ ಸಮಾನಾಂತರವಾಗಿರುತ್ತವೆ
1.2 ಮಾದರಿಯನ್ನು ಮಾದರಿಯ ಸಂಪೂರ್ಣ ಅಗಲ ಮತ್ತು ಉದ್ದಕ್ಕೆ ಏಕರೂಪದ ಮಧ್ಯಂತರದಿಂದ ಕತ್ತರಿಸಬೇಕು
1.3 ಮಾದರಿಯನ್ನು ಹೊಂದಿಸಿ: ಮಾದರಿಯನ್ನು 21 ± 1 ℃ ಮತ್ತು 65 ± 2% ಸಾಪೇಕ್ಷ ಆರ್ದ್ರತೆಯಲ್ಲಿ ಸಮತೋಲನಕ್ಕೆ ಸರಿಹೊಂದಿಸಬೇಕು
2. ಕಾರ್ಯಾಚರಣೆಯ ಹಂತಗಳು:
2.1. ಕಾರ್ಯಾಚರಣೆಯ ಮೊದಲು ದೃಢೀಕರಿಸಬೇಕಾದ ಅಂಶಗಳು:
ವಿದ್ಯುತ್ ಸರಬರಾಜು ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತದೆಯೇ ಎಂಬುದನ್ನು ದೃಢೀಕರಿಸಿ
ಉಪಕರಣವು ಸಾಮಾನ್ಯವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ
ಚಲಿಸಬಲ್ಲ ಮಾದರಿ ಹೋಲ್ಡರ್ ಮಧ್ಯದ ಸ್ಥಾನದಲ್ಲಿದೆಯೇ
2.2 ಮಾದರಿ ಸ್ಥಾಪನೆ:
2.2.1 ಮಾದರಿಯ ಪರೀಕ್ಷಾ ಲೇಪನವನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಸಿಲಿಂಡರ್ಗೆ ರೋಲ್ ಮಾಡಿ ಮತ್ತು ಸಿಲಿಂಡರ್ನ ಹೊರಭಾಗದಲ್ಲಿ ಎರಡು ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಹಾಕಿ. ನಂತರ ಮಾದರಿಯನ್ನು ಒಂದು ಜೋಡಿ ಸಿಲಿಂಡರ್ಗಳ ಹೊರಗೆ ಇರಿಸಿ. ಮೊದಲಿಗೆ, ಎರಡು ಸಿಲಿಂಡರ್ಗಳನ್ನು ಮಾದರಿಯ ಆರೋಹಿಸುವಾಗ ಫಿಕ್ಚರ್ನ ಕ್ಲಾಂಪ್ಗೆ ಹಾಕಿ, ಮತ್ತು ಬೋಲ್ಟ್ನೊಂದಿಗೆ ಫಿಕ್ಚರ್ನಲ್ಲಿ ಎರಡು ಸಿಲಿಂಡರ್ಗಳನ್ನು ಸರಿಪಡಿಸಿ. ಮಾದರಿಗಳನ್ನು ಕ್ರಮವಾಗಿ ಜೋಡಿಸಿ, ಮತ್ತು ಎರಡು ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಮಾದರಿಯ ಎರಡು ತುದಿಗಳಲ್ಲಿ ಆರೋಹಿಸುವಾಗ ಫಿಕ್ಚರ್ನ ಒಳಭಾಗಕ್ಕೆ ಹತ್ತಿರದಲ್ಲಿ ಇರಿಸಿ.
2.2.2 ಸ್ಕ್ರೂ ಡ್ರೈವರ್ನೊಂದಿಗೆ ಕ್ಲಾಂಪ್ ಅನ್ನು ಲಾಕ್ ಮಾಡಿ, ಮಾದರಿಯ ಎರಡೂ ತುದಿಗಳನ್ನು ಸಿಲಿಂಡರ್ನಲ್ಲಿ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡಿ, ಮೇಲಿನ ಮತ್ತು ಕೆಳಗಿನ ಹಿಡಿಕಟ್ಟುಗಳ ನಡುವಿನ ಅಂತರವು 36 ಮಿಮೀ, ಮತ್ತು ಮಾದರಿಯ ಮೇಲಿನ ಭಾಗವನ್ನು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡಲು ಕ್ಲಾಂಪ್ ಅನ್ನು ಲಾಕ್ ಮಾಡಿ
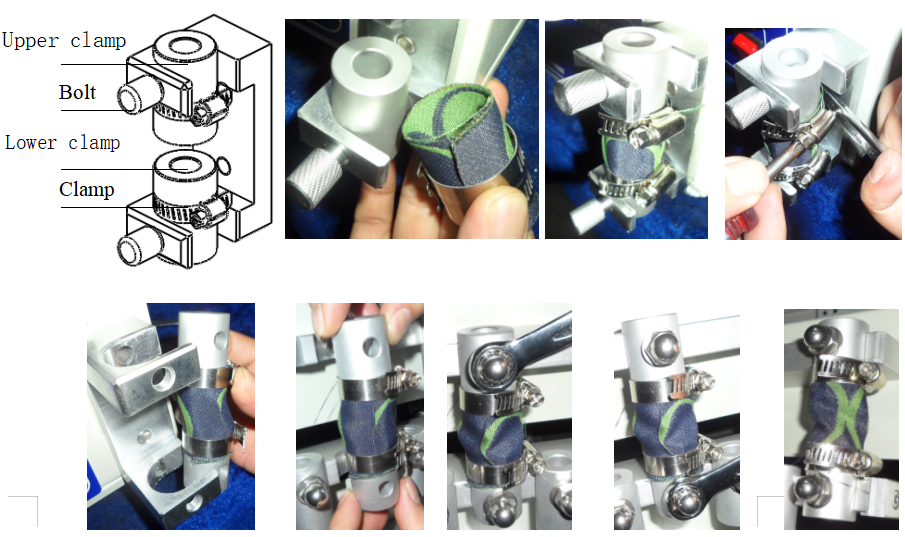
2.3 ಎರಡು ಪಿನ್ಗಳನ್ನು ಹೊರತೆಗೆಯಿರಿ, ಅನುಸ್ಥಾಪನಾ ಫಿಕ್ಚರ್ನಿಂದ ಮಾದರಿಯೊಂದಿಗೆ ಸ್ಥಾಪಿಸಲಾದ ಒಂದು ಜೋಡಿ ಸಿಲಿಂಡರ್ಗಳನ್ನು ಹೊರತೆಗೆಯಿರಿ (ಚಿತ್ರ 7), ಮೇಲಿನ ಮತ್ತು ಕೆಳಗಿನ ಸಿಲಿಂಡರ್ಗಳ ಬೋಲ್ಟ್ ರೌಂಡ್ ರಂಧ್ರಗಳನ್ನು ಪರೀಕ್ಷಾ ಫಿಕ್ಚರ್ ಸೀಟಿನಲ್ಲಿರುವ ಸ್ಕ್ರೂಗಳೊಂದಿಗೆ ಜೋಡಿಸಿ (ಚಿತ್ರ 8 ), ಮತ್ತು ಫಿಕ್ಚರ್ ಸೀಟಿನಲ್ಲಿ ಮೇಲಿನ ಮತ್ತು ಕೆಳಗಿನ ಸಿಲಿಂಡರ್ಗಳನ್ನು ವ್ರೆಂಚ್ನೊಂದಿಗೆ ಲಾಕ್ ಮಾಡಿ (ಚಿತ್ರ 9 ~ ಚಿತ್ರ 11)
2.4 2.1 ~ 2.3 ಹಂತಗಳಲ್ಲಿ ವಿವರಿಸಿದ ವಿಧಾನಗಳ ಪ್ರಕಾರ ಫಿಕ್ಚರ್ ಟೆಸ್ಟ್ ಸ್ಟ್ಯಾಂಡ್ನಲ್ಲಿ ಎಲ್ಲಾ ಇತರ ಮಾದರಿಗಳನ್ನು ಸ್ಥಾಪಿಸಿ
| ಅಪಾಯ ಸಿಲಿಂಡರ್ ಮತ್ತು ಮಾದರಿಯನ್ನು ಸ್ಥಾಪಿಸುವಾಗ ಮತ್ತು ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡುವಾಗ, ಆಪರೇಟರ್ಗೆ ಗಾಯವನ್ನು ತಪ್ಪಿಸಲು ಯಂತ್ರದ ವಿದ್ಯುತ್ ಸರಬರಾಜನ್ನು ಆಫ್ ಮಾಡಲು ಮರೆಯದಿರಿ.
ಪರೀಕ್ಷಾ ಫಿಕ್ಚರ್ ಸೀಟಿನಲ್ಲಿ ಸಿಲಿಂಡರ್ ಅನ್ನು ಸ್ಥಾಪಿಸಿದ ನಂತರ, ಉಪಕರಣಕ್ಕೆ ಹಾನಿಯಾಗದಂತೆ ಸ್ಕ್ರೂ ಅನ್ನು ಲಾಕ್ ಮಾಡಬೇಕು. |
3. ಪರೀಕ್ಷೆಯನ್ನು ಪ್ರಾರಂಭಿಸಿ:
3.1 ವಿದ್ಯುತ್ ಸರಬರಾಜನ್ನು ಆನ್ ಮಾಡಿ, ಪರೀಕ್ಷಾ ಸಮಯವನ್ನು ಹೊಂದಿಸಿ (ಮಾದರಿ ಹಾನಿಗೊಳಗಾದಾಗ ಮತ್ತು ತಪಾಸಣೆಗಾಗಿ ನಿಲ್ಲಿಸಬೇಕಾದಾಗ ಎಷ್ಟು ಬಾರಿ ಅಂದಾಜು ಮಾಡುವುದು) ಮತ್ತು ಕೌಂಟರ್ನ ಪ್ರಸ್ತುತ ಸಮಯವನ್ನು ತೆರವುಗೊಳಿಸಲು RST ಕೀಲಿಯನ್ನು ಒತ್ತಿರಿ
ಗಮನಿಸಿ: ಸಮಯ ಹೊಂದಿಸುವ ವಿಧಾನ: ಉಪಕರಣದ ಪವರ್ ಸ್ವಿಚ್ ಅನ್ನು ಆನ್ ಮಾಡಿ, ಕೌಂಟರ್ನಲ್ಲಿ ಬಲ ತ್ರಿಕೋನ ಕೀಲಿಯನ್ನು ಒತ್ತಿರಿ, ಪರದೆಯ ಮೇಲಿನ ಸಂಖ್ಯೆಯು ಸೆಟ್ಟಿಂಗ್ ಮೋಡ್ಗೆ ಮಿನುಗುತ್ತದೆ, ಸಂಖ್ಯೆಯನ್ನು ಬದಲಾಯಿಸಲು ಬಲ ತ್ರಿಕೋನ ಕೀಲಿಯನ್ನು ಒತ್ತುವುದನ್ನು ಮುಂದುವರಿಸಿ, ಮೇಲಕ್ಕೆ ಒತ್ತಿರಿ ಮೌಲ್ಯದ ಗಾತ್ರವನ್ನು ಬದಲಾಯಿಸಲು ತ್ರಿಕೋನ ಕೀ (0 ~ 9 ಅನ್ನು ಪ್ರತಿಯಾಗಿ ಪ್ರದರ್ಶಿಸಲಾಗುತ್ತದೆ). ಸೆಟ್ಟಿಂಗ್ ಪೂರ್ಣಗೊಂಡ ನಂತರ, ಪರದೆಯು ಮಿನುಗುವುದನ್ನು ನಿಲ್ಲಿಸಲು ಸುಮಾರು 8 ಸೆಕೆಂಡುಗಳ ಕಾಲ ಕಾಯಿರಿ ಮತ್ತು ಸೆಟ್ಟಿಂಗ್ ಕಾರ್ಯರೂಪಕ್ಕೆ ಬರುತ್ತದೆ
3.2 ಪರೀಕ್ಷೆಯನ್ನು ಪ್ರಾರಂಭಿಸಲು ಪ್ರಾರಂಭ ಬಟನ್ ಒತ್ತಿರಿ ಮತ್ತು ಸೆಟ್ ಸಂಖ್ಯೆಯನ್ನು ತಲುಪಿದಾಗ ಯಂತ್ರವು ಸ್ವಯಂಚಾಲಿತವಾಗಿ ನಿಲ್ಲುತ್ತದೆ
3.3 ಮಾದರಿ ಪರೀಕ್ಷಾ ಸ್ಥಿತಿಯನ್ನು ಪರಿಶೀಲಿಸಿ; ಹೆಚ್ಚು ವಿವರವಾದ ತಪಾಸಣೆ ಅಗತ್ಯವಿದ್ದರೆ, ಯಂತ್ರದ ಪವರ್ ಸ್ವಿಚ್ ಅನ್ನು ಆಫ್ ಮಾಡಿ, ತಪಾಸಣೆಗಾಗಿ ಮಾದರಿಯನ್ನು ತೆಗೆದುಹಾಕಿ ಮತ್ತು ಪರೀಕ್ಷಾ ಸಮಯವನ್ನು ರೆಕಾರ್ಡ್ ಮಾಡಿ
3.4 ಪರೀಕ್ಷೆಯನ್ನು ಮುಂದುವರಿಸಲು ಅಗತ್ಯವಿದ್ದರೆ, ಮೇಲಿನ ವಿಧಾನದ ಪ್ರಕಾರ ಪರೀಕ್ಷಾ ಸಮಯವನ್ನು ಮರುಹೊಂದಿಸಿ
3.5 ಪರೀಕ್ಷೆಯ ನಂತರ, ವಿದ್ಯುತ್ ಅನ್ನು ಆಫ್ ಮಾಡಿ ಮತ್ತು ವಿಶ್ಲೇಷಣೆಗಾಗಿ ಎಲ್ಲಾ ಮಾದರಿಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಿ
| 【ಟಿಪ್ಪಣಿ】 ತಾತ್ವಿಕವಾಗಿ, ಫಿಕ್ಸ್ಚರ್ನಿಂದ ತೆಗೆದುಹಾಕಲಾದ ಮಾದರಿಯನ್ನು ಪರೀಕ್ಷೆಗಾಗಿ ಮತ್ತೊಮ್ಮೆ ಫಿಕ್ಚರ್ನಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಗುವುದಿಲ್ಲ; ಅಗತ್ಯವಿದ್ದರೆ, ಎಲ್ಲಾ ಪಕ್ಷಗಳ ಒಪ್ಪಂದದ ನಂತರ ಹೆಚ್ಚಿನ ಪರೀಕ್ಷೆಗಾಗಿ ಮಾದರಿಯನ್ನು ಫಿಕ್ಸ್ಚರ್ನಲ್ಲಿ ಮರು ಸ್ಥಾಪಿಸಬಹುದು ನೀವು ಅರ್ಧದಾರಿಯಲ್ಲೇ ನಿಲ್ಲಿಸಲು ಬಯಸಿದರೆ, ಕ್ರಿಯೆಯನ್ನು ನಿಲ್ಲಿಸಲು ಸ್ಟಾಪ್ ಕೀಯನ್ನು ಒತ್ತಿರಿ. |
3. ಫಲಿತಾಂಶದ ಮೌಲ್ಯಮಾಪನ ಮತ್ತು ಪರೀಕ್ಷಾ ವರದಿ:
3.1. ಮಾದರಿ ತಪಾಸಣೆ:
3.1.1 ಹಾನಿಗೊಳಗಾದ ಮಾದರಿಗಳ ಅಂದಾಜು ಸಂಖ್ಯೆಯನ್ನು ತಲುಪಿದಾಗ, ಆರಂಭಿಕ ತಪಾಸಣೆಗಾಗಿ ಸಿಲಿಂಡರ್ ಮತ್ತು ಮಾದರಿಯನ್ನು ಪರೀಕ್ಷಾ ಫಿಕ್ಚರ್ ಸೀಟಿನಿಂದ ತೆಗೆದುಹಾಕಬಹುದು ಮತ್ತು ಅನುಗುಣವಾದ ಪರೀಕ್ಷಾ ಸಮಯವನ್ನು ದಾಖಲಿಸಬೇಕು:
ಮಾದರಿ ಲೇಪನದ ಕ್ಷೀಣತೆ;
ಮಾದರಿಯ ಲೇಪನ ಬಿರುಕು;
ಮಾದರಿ ಹಾನಿಯಾಗಿದೆ (ಬಿರುಕಿನ)
3.1.2 ಆರಂಭಿಕ ತಪಾಸಣೆ ಅಗತ್ಯವಿದ್ದರೆ, ಹೆಚ್ಚು ವಿವರವಾದ ತಪಾಸಣೆಗಾಗಿ ಮಾದರಿಯನ್ನು ಸಿಲಿಂಡರ್ನಿಂದ ತೆಗೆದುಹಾಕಬಹುದು; ಎಲ್ಲಾ ಪರೀಕ್ಷೆಗಳು ಪೂರ್ಣಗೊಂಡ ನಂತರ, ಹೆಚ್ಚು ವಿವರವಾದ ತಪಾಸಣೆಗಾಗಿ ಮಾದರಿಯನ್ನು ಸಿಲಿಂಡರ್ನಿಂದ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ:
3.1.2.1 ಬಾಗುವಿಕೆ ಮತ್ತು ಬಿರುಕುಗೊಳಿಸುವ ಪ್ರತಿರೋಧದ ಮೌಲ್ಯಮಾಪನ:
ಒಟ್ಟಾರೆ ನೋಟವನ್ನು ಮೌಲ್ಯಮಾಪನ ಮಾಡಲು ಸುಕ್ಕುಗಳು, ಬಿರುಕುಗಳು, ಸಿಪ್ಪೆಸುಲಿಯುವಿಕೆ ಮತ್ತು ಬಣ್ಣಬಣ್ಣದಂತಹ ಎಲ್ಲಾ ಗೋಚರ ಅಂಶಗಳನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಲಾಗುತ್ತದೆ. ಬಾಗುವಿಕೆಗಾಗಿ ಪರೀಕ್ಷಿಸಲಾದ ಮಾದರಿಗಳು ಮತ್ತು ಫ್ಲೆಕ್ಚರ್ ಪರೀಕ್ಷೆಯಿಲ್ಲದ ಮಾದರಿಗಳನ್ನು ವರ್ಧನೆಯಿಲ್ಲದೆ ಹೋಲಿಸಲಾಗುತ್ತದೆ. ಗೋಚರತೆಯ ಕ್ಷೀಣತೆಯ ಶ್ರೇಣಿಗಳನ್ನು ಕೆಳಗಿನ ನಾಲ್ಕು ಶ್ರೇಣಿಗಳ ಪ್ರಕಾರ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಮಧ್ಯಂತರ ದರ್ಜೆಯು ಸ್ವೀಕಾರಾರ್ಹವಾಗಿದೆ:
0 -- ಯಾವುದೂ ಇಲ್ಲ
1 - ಸ್ವಲ್ಪ
2 - ಮಧ್ಯಮ
3 - ಗಂಭೀರ
3.1.2.2 ಹಾನಿಯ ವಿವರಣೆ: ಯಾವುದಾದರೂ ಇದ್ದರೆ, ಹಾನಿಯ ಪ್ರಕಾರವನ್ನು ನಮೂದಿಸಬೇಕು.
3.1.3 ಕ್ರ್ಯಾಕಿಂಗ್: 10 ಬಾರಿ ಭೂತಗನ್ನಡಿಯಿಂದ ಮತ್ತು ಮೇಲಾಗಿ 10 ಬಾರಿ ಸ್ಟಿರಿಯೊ ಸೂಕ್ಷ್ಮದರ್ಶಕದಿಂದ ಮಾದರಿಯನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಪರೀಕ್ಷಿಸಿ. ಬಿರುಕುಗಳು ಇದ್ದರೆ, ಕೆಳಗಿನ ನಿಬಂಧನೆಗಳ ಪ್ರಕಾರ ಬಿರುಕುಗಳ ಆಳ, ಪ್ರಮಾಣ ಮತ್ತು ಉದ್ದವನ್ನು ವರದಿ ಮಾಡಿ.
3.1.3.1 ಬಿರುಕು ಆಳ: ಬಿರುಕು ಆಳದ ವರ್ಗೀಕರಣವು ಈ ಕೆಳಗಿನಂತಿದೆ:
ನಿ1 -- ಬಿರುಕು ಇಲ್ಲ;
ಎ - ಮೇಲ್ಮೈ ಅಥವಾ ಮೇಲ್ಮೈ ಮಾರ್ಪಾಡು ಪದರದ ಮೇಲೆ ಬಿರುಕುಗಳು, ಮತ್ತು ಯಾವುದೇ ಫೋಮ್ ಪದರ ಅಥವಾ ಮಧ್ಯದ ಪದರವನ್ನು ಇನ್ನೂ ಬಹಿರಂಗಪಡಿಸಲಾಗಿಲ್ಲ.
ಬಿ -- ಕ್ರ್ಯಾಕಿಂಗ್, ಆದರೆ ಮಧ್ಯಂತರ ಪದರದ ಮೂಲಕ ಅಲ್ಲ, ಅಥವಾ ಏಕ-ಪದರದ ಲೇಪನದ ಸಂದರ್ಭದಲ್ಲಿ, ತಲಾಧಾರದ ಬಟ್ಟೆಯನ್ನು ಬಹಿರಂಗಪಡಿಸಲಾಗಿಲ್ಲ;
ಸಿ -- ಬೇಸ್ ಫ್ಯಾಬ್ರಿಕ್ಗೆ ಬಿರುಕು ನುಗ್ಗುವಿಕೆ;
ಡಿ-ಕ್ರ್ಯಾಕಿಂಗ್ ಸಂಪೂರ್ಣವಾಗಿ ವಸ್ತುವನ್ನು ಭೇದಿಸುತ್ತದೆ.
3.1.3.2 ಬಿರುಕುಗಳ ಸಂಖ್ಯೆ: ಕಡಿಮೆ ಮಟ್ಟದ ಬಿರುಕುಗಳನ್ನು ರೆಕಾರ್ಡ್ ಮಾಡಿ, ಕ್ರ್ಯಾಕಿಂಗ್ನ ಕೆಟ್ಟ ಮಟ್ಟವನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತದೆ. 10 ಕ್ಕಿಂತ ಹೆಚ್ಚು ಬಿರುಕುಗಳು ಇದ್ದರೆ, "10 ಕ್ಕಿಂತ ಹೆಚ್ಚು ಬಿರುಕುಗಳು" ಎಂದು ವರದಿ ಮಾಡಿ.
3.1.3.3 ಕ್ರ್ಯಾಕ್ ಉದ್ದ: ಕಡಿಮೆ ಮಟ್ಟದಲ್ಲಿ ಉದ್ದವಾದ ಕ್ರ್ಯಾಕ್ ಅನ್ನು ರೆಕಾರ್ಡ್ ಮಾಡಿ, ಕೆಟ್ಟ ಕ್ರ್ಯಾಕಿಂಗ್ ಪದವಿಯನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತದೆ, mm ನಲ್ಲಿ ವ್ಯಕ್ತಪಡಿಸಲಾಗುತ್ತದೆ.
3.1.4 ಡಿಲಾಮಿನೇಷನ್: ಸ್ಪಷ್ಟವಾದ ಡಿಲಾಮಿನೇಷನ್ ಇದೆಯೇ ಎಂದು ಮೌಲ್ಯಮಾಪನ ಮಾಡಲು, ಲೇಪನದ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯ ಸಾಮರ್ಥ್ಯ ಅಥವಾ ಉಡುಗೆ ಪ್ರತಿರೋಧ, ತೈಲ ಹೀರಿಕೊಳ್ಳುವಿಕೆ ಅಥವಾ ಸ್ಥಿರ ಒತ್ತಡದ ಪ್ರತಿರೋಧದ ಸ್ಪಷ್ಟ ಬದಲಾವಣೆಯ ಪರೀಕ್ಷೆಯನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ಹೆಚ್ಚುವರಿಯಾಗಿ, ಶಂಕಿತ ಸ್ಥಾನದಲ್ಲಿ ಡಿಲೀಮಿನೇಷನ್ ಅನ್ನು ಬಹಿರಂಗಪಡಿಸಲು ಮಾದರಿಯ ಸಂಪೂರ್ಣ ದಪ್ಪವನ್ನು ಕತ್ತರಿಸಬಹುದು.
ಗಮನಿಸಿ 1: ಡಿಲೀಮಿನೇಷನ್ ಸ್ಪಷ್ಟವಾಗಿಲ್ಲದಿರಬಹುದು, ಆದರೆ ಇದು ಲೇಪಿತ ಬಟ್ಟೆಯನ್ನು ಧರಿಸಲು, ಸವೆತ ಮತ್ತು ತೈಲ ಹೀರಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಸುಲಭಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಅದರ ಸ್ಥಿರ ಒತ್ತಡದ ಪ್ರತಿರೋಧವನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು.
ಗಮನಿಸಿ 2: ಇವುಗಳು ಐಚ್ಛಿಕ ಹೆಚ್ಚುವರಿ ಪರೀಕ್ಷೆಗಳು, ಫ್ಲೆಕ್ಚರ್ ಪರೀಕ್ಷೆಯಿಂದ ಸ್ವತಂತ್ರವಾಗಿರುತ್ತವೆ ಮತ್ತು ಲೇಪಿತ ಬಟ್ಟೆಗಳ ಬಾಗುವ ಪ್ರತಿರೋಧವನ್ನು ಮೌಲ್ಯಮಾಪನ ಮಾಡಲು ಒಂದು ವಿಧಾನವಾಗಿ ಬಳಸಲಾಗುವುದಿಲ್ಲ.
3.2. ಪರೀಕ್ಷಾ ವರದಿ: ವರದಿಯು ಈ ಕೆಳಗಿನ ವಿಷಯಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ
ಪರೀಕ್ಷಾ ಆಧಾರದ ಪ್ರಮಾಣಿತ ಸಂಖ್ಯೆ;
ಲೇಪಿತ ಬಟ್ಟೆಯ ಗುರುತಿನ ಎಲ್ಲಾ ವಿವರಗಳು;
ಪರೀಕ್ಷಾ ಓಟ ಮತ್ತು ತಪಾಸಣೆಯ ಸಮಯದಲ್ಲಿ ನಿಗದಿತ ಸಂಖ್ಯೆಯ ಬಾಗುವಿಕೆ ಮತ್ತು ಅಂತಿಮ ತಪಾಸಣೆಯಲ್ಲಿನ ಬಾಗುವಿಕೆಯ ಸಂಖ್ಯೆ;
ವಿಭಾಗ 1 ರಲ್ಲಿ ವಿವರಿಸಿದಂತೆ ಪ್ರತಿ ತಪಾಸಣೆಗೆ ಹಾನಿಯ ಪ್ರಮಾಣ;
ಪ್ರಮಾಣಿತ ಪರೀಕ್ಷಾ ವಿಧಾನದಿಂದ ಯಾವುದೇ ವಿಚಲನದ ವಿವರಗಳು
| 【ಟಿಪ್ಪಣಿ】 |
ಮಾಪನಾಂಕ ನಿರ್ಣಯ ವಿಧಾನ
1. ತಿದ್ದುಪಡಿ ಐಟಂ: ವೇಗ
2.ಕ್ಯಾಲಿಬ್ರೇಶನ್ ಉಪಕರಣ: ಎಲೆಕ್ಟ್ರಾನಿಕ್ ಸ್ಟಾಪ್ವಾಚ್
3. ಮಾಪನಾಂಕ ನಿರ್ಣಯದ ಅವಧಿ: ಒಂದು ವರ್ಷ
4. ಮಾಪನಾಂಕ ನಿರ್ಣಯದ ಹಂತಗಳು:
4.1. ವೇಗ ತಿದ್ದುಪಡಿ ವಿಧಾನ:
4.2 ಯಂತ್ರದ ಶಕ್ತಿಯನ್ನು ಆನ್ ಮಾಡಿ ಮತ್ತು ಪರೀಕ್ಷಾ ಸಮಯವನ್ನು 500 ಕ್ಕಿಂತ ಹೆಚ್ಚು ಹೊಂದಿಸಿ
4.3 ಯಂತ್ರವನ್ನು ಪ್ರಾರಂಭಿಸಲು ಪ್ರಾರಂಭದ ಕೀಲಿಯನ್ನು ಒತ್ತಿ ಮತ್ತು ನಿಲ್ಲಿಸುವ ಸಮಯವನ್ನು ಅನುಮತಿಸಿ
4.4 ಸಮಯವನ್ನು ನಿಲ್ಲಿಸಲು ಸ್ಟಾಪ್ವಾಚ್ 1 ನಿಮಿಷವನ್ನು ತಲುಪಿದಾಗ, ಅದೇ ಸಮಯದಲ್ಲಿ ಯಂತ್ರವನ್ನು ನಿಲ್ಲಿಸಲು ಸ್ಟಾಪ್ ಒತ್ತಿರಿ ಮತ್ತು ಕೌಂಟರ್ನಿಂದ ಪ್ರದರ್ಶಿಸಲಾದ ಸಂಖ್ಯೆಯು ವೇಗಕ್ಕೆ ಅನುಗುಣವಾಗಿದೆಯೇ ಎಂದು ಪರಿಶೀಲಿಸಿ
ನಿರ್ವಹಣೆ ಕಾರ್ಯವಿಧಾನಗಳು
1. ಪ್ರತಿ ಪರೀಕ್ಷೆಯ ಮೊದಲು ಮತ್ತು ನಂತರ ಯಂತ್ರದ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು.
2. ಯಂತ್ರದ ತಿರುಗುವ ಭಾಗಕ್ಕೆ ಲೂಬ್ರಿಕೇಟಿಂಗ್ ಎಣ್ಣೆಯನ್ನು ನಿಯಮಿತವಾಗಿ ಸೇರಿಸಬೇಕು.
3. ಯಂತ್ರವು ದೀರ್ಘಕಾಲದವರೆಗೆ ಕಾರ್ಯನಿರ್ವಹಿಸದಿದ್ದಾಗ, ವಿದ್ಯುತ್ ಪ್ಲಗ್ ಅನ್ನು ಹೊರತೆಗೆಯಬೇಕು.

ಶಾಂಡಾಂಗ್ ಡ್ರಿಕ್ ಇನ್ಸ್ಟ್ರುಮೆಂಟ್ಸ್ ಕಂ., ಲಿಮಿಟೆಡ್
ಕಂಪನಿಯ ವಿವರ
Shandong Drick Instruments Co., Ltd, ಮುಖ್ಯವಾಗಿ ಸಂಶೋಧನೆ ಮತ್ತು ಅಭಿವೃದ್ಧಿ, ಉತ್ಪಾದನೆ ಮತ್ತು ಪರೀಕ್ಷಾ ಉಪಕರಣಗಳ ಮಾರಾಟದಲ್ಲಿ ತೊಡಗಿಸಿಕೊಂಡಿದೆ.
ಕಂಪನಿಯು 2004 ರಲ್ಲಿ ಸ್ಥಾಪನೆಯಾಯಿತು.
ವೈಜ್ಞಾನಿಕ ಸಂಶೋಧನಾ ಘಟಕಗಳು, ಗುಣಮಟ್ಟ ತಪಾಸಣೆ ಸಂಸ್ಥೆಗಳು, ವಿಶ್ವವಿದ್ಯಾನಿಲಯಗಳು, ಪ್ಯಾಕೇಜಿಂಗ್, ಕಾಗದ, ಮುದ್ರಣ, ರಬ್ಬರ್ ಮತ್ತು ಪ್ಲಾಸ್ಟಿಕ್ಗಳು, ರಾಸಾಯನಿಕಗಳು, ಆಹಾರ, ಔಷಧಗಳು, ಜವಳಿ ಮತ್ತು ಇತರ ಕೈಗಾರಿಕೆಗಳಲ್ಲಿ ಉತ್ಪನ್ನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ವೃತ್ತಿಪರತೆ, ಸಮರ್ಪಣೆ. ವ್ಯಾವಹಾರಿಕತೆ ಮತ್ತು ನಾವೀನ್ಯತೆಗಳ ಅಭಿವೃದ್ಧಿ ಪರಿಕಲ್ಪನೆಗೆ ಅಂಟಿಕೊಂಡಿರುವ ಡ್ರಿಕ್ ಪ್ರತಿಭೆಯನ್ನು ಬೆಳೆಸಲು ಮತ್ತು ತಂಡ ನಿರ್ಮಾಣಕ್ಕೆ ಗಮನ ಕೊಡುತ್ತಾನೆ.
ಗ್ರಾಹಕ-ಆಧಾರಿತ ತತ್ವಕ್ಕೆ ಬದ್ಧವಾಗಿ, ಗ್ರಾಹಕರ ಅತ್ಯಂತ ತುರ್ತು ಮತ್ತು ಪ್ರಾಯೋಗಿಕ ಅಗತ್ಯಗಳನ್ನು ಪರಿಹರಿಸಿ ಮತ್ತು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಉತ್ಪನ್ನಗಳು ಮತ್ತು ಸುಧಾರಿತ ತಂತ್ರಜ್ಞಾನದೊಂದಿಗೆ ಗ್ರಾಹಕರಿಗೆ ಪ್ರಥಮ ದರ್ಜೆ ಪರಿಹಾರಗಳನ್ನು ಒದಗಿಸಿ.