DRK503 Schildknecht Flexing Tester пайдалану жөніндегі нұсқаулық

Қысқаша сипаттама:
Қауіпсіздік шаралары 1. Қауіпсіздік белгілері: Бұл нұсқаулықта құралды пайдалану кезінде қауіпсіздік шаралары және келесі маңызды дисплей элементтері көрсетілген. Жазатайым оқиғалар мен қауіптердің алдын алу үшін қауіп, ескерту және назар аудару туралы келесі ескертулерді орындаңыз: Қауіпті: Бұл дисплей егер ол орындалмаса, оператор жарақат алуы мүмкін екенін көрсетеді. Ескертпе: Көрсетілген элементтер сынақ нәтижелеріне және сапаға әсер ету мүмкіндігі бар деп көрсетілген. Ескерту: ...
Қауіпсіздік шаралары
1. Қауіпсіздік белгілері:
Бұл нұсқаулықта құралды пайдалану кезінде қауіпсіздік шаралары және келесі маңызды дисплей элементтері көрсетілген. Жазатайым оқиғалар мен қауіптердің алдын алу үшін қауіп, ескерту және назар аудару туралы келесі ескертулерді орындаңыз:
| Қауіп: |

| Ескерту: |

| Ескерту: |

2. Бұл құралда келесі белгілер назар аударуды және ескертуді білдіреді.
| | Ескерту белгісі | Бұл белгі пайдалану нұсқаулығына қай жерде жүгіну керектігін көрсетеді. |
| | Қауіпті кернеу белгісі | Бұл белгі жоғары кернеу қаупін білдіреді. |
|
| Жерлендіруді қорғау белгісі | Ол аспаптағы жерге қосу терминалына қатысты. |


Sжиынтық
1. Мақсаты:
Машина маталарды жақсарту үшін анықтамалық қамтамасыз ететін қапталған матаның қайталанатын иілуге төзімділігіне жарамды.
2. Принцип:
Үлгі цилиндр тәрізді болуы үшін екі қарама-қарсы цилиндрдің айналасына тікбұрышты қапталған мата жолағын салыңыз. Цилиндрлердің бірі өз осі бойымен кері қозғалып, қапталған мата цилиндрінің кезектесіп қысылуын және босаңсуын тудырады, бұл үлгіде бүктелуді тудырады. Қапталған мата цилиндрінің бұл бүктелуі циклдардың алдын ала белгіленген санына немесе үлгі анық зақымдалғанға дейін созылады.
3. Стандарттар:
Машина BS 3424 P9, ISO 7854 және GB / T 12586 B әдісі бойынша жасалған.
Құрал сипаттамасы
1. Құрал құрылымы:
Құрал құрылымы:
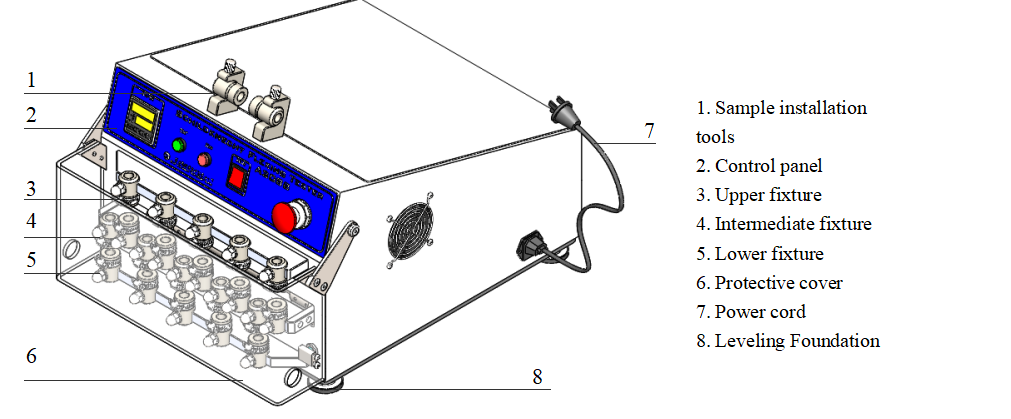
Функция сипаттамасы:
Бекіту: үлгіні орнатыңыз
Басқару тақтасы: басқару құралы мен басқару қосқышы түймешігін қоса
Қуат желісі: құралды қуатпен қамтамасыз ету
Нивелирлеу табаны: аспапты көлденең күйге келтіріңіз
Үлгі орнату құралдары: үлгілерді орнату оңай
2. Басқару панелінің сипаттамасы:
Басқару панелінің құрамы:
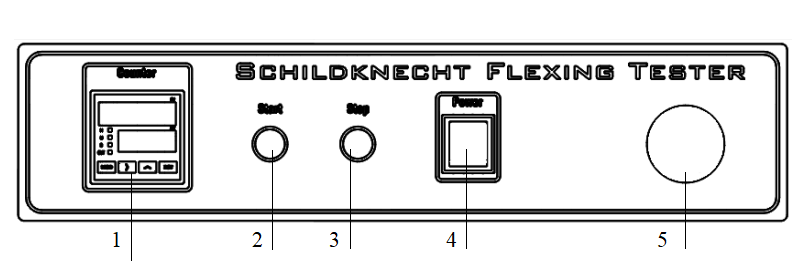
1. Есептегіш 2. Іске қосу түймесі 3. Тоқтату түймесі 4. Қуат қосқышы 5. Авариялық тоқтату қосқышы
3.
| Жоба | Техникалық сипаттамалар |
| Арматура | 10 топ |
| Жылдамдық | 8,3Гц±0,4Гц(498±24р/мин) |
| Цилиндр | Сыртқы диаметрі 25,4 мм ± 0,1 мм |
| Сынақ жолы | Доғасы r460 мм |
| Сынақ сапары | 11,7мм±0,35мм |
| Қысқыш | Ені: 10 мм ± 1 мм |
| Қысқыштың ішкі қашықтығы | 36мм±1мм |
| Үлгі өлшемі | 50ммx105мм |
| Үлгілер саны | Бойлық бойынша 6, 3 және ендік бойынша 3 |
| Дыбыс (WxDxH) | 43x55x37см |
| Салмағы (шамамен) | ≈50Кг |
| Нәр беруші | 1∮ айнымалы ток 220В 50Гц 3А |
4. Көмекші құралдар:
Қысқыш: 10 дана
Кілт кілті
Аспапты орнату
1. Қуат беру шарттары:
Осы құрылғыдағы жапсырмаға сәйкес дұрыс қуат көзін конфигурациялаңыз
| Қауіп
|
2. Жұмыс ортасына қойылатын талаптар: бөлме температурасының шарттары.
3. Машинаны тұрақты ұстау үшін оны көлденең және тұрақты платформаға қою керек.
Жұмыс сипаттамасы
1. Сынақ бөліктерін дайындау:
1. Үлгіні дайындау:
1.1 тиімді ені қапталған мата орамынан, кесілген 60 мм x 105 мм үлгісі, 3 ұзын жағы сәйкесінше иілу және тоқымаға параллель.
1.2 Үлгі үлгінің толық ені мен ұзындығы бойынша біркелкі аралықтан кесіледі.
1.3 үлгіні реттеу: үлгіні 21 ± 1 ℃ және 65 ± 2% салыстырмалы ылғалдылық кезінде тепе-теңдік күйге келтіру керек
2. Жұмыс қадамдары:
2.1. Жұмыс алдында расталатын элементтер:
Қуат көзінің талаптарға сай келетінін растаңыз
Құралдың қалыпты жұмыс істейтініне көз жеткізіңіз
Жылжымалы үлгі ұстағыштың ортаңғы күйде болуы
2.2. Орнату үлгісі:
2.2.1 Үлгінің сынақ жабынын цилиндрге абайлап орап, цилиндрдің сыртына екі қысқышты салыңыз. Содан кейін үлгіні жұп цилиндрдің сыртына қойыңыз. Алдымен екі цилиндрді үлгіні орнату құрылғысының қысқышына салыңыз да, екі цилиндрді болтпен бекітпеге бекітіңіз. Үлгілерді ретімен орналастырыңыз және екі қысқышты үлгінің екі ұшына монтаждау арматурасының ішкі жағына жақын қойыңыз.
2.2.2 қысқышты бұрағышпен бекітіңіз, үлгінің екі ұшын цилиндрге қысыңыз, жоғарғы және төменгі қысқыштар арасындағы қашықтық 36 мм, үлгінің жоғарғы бөлігін қысу үшін қысқышты бекітіңіз.
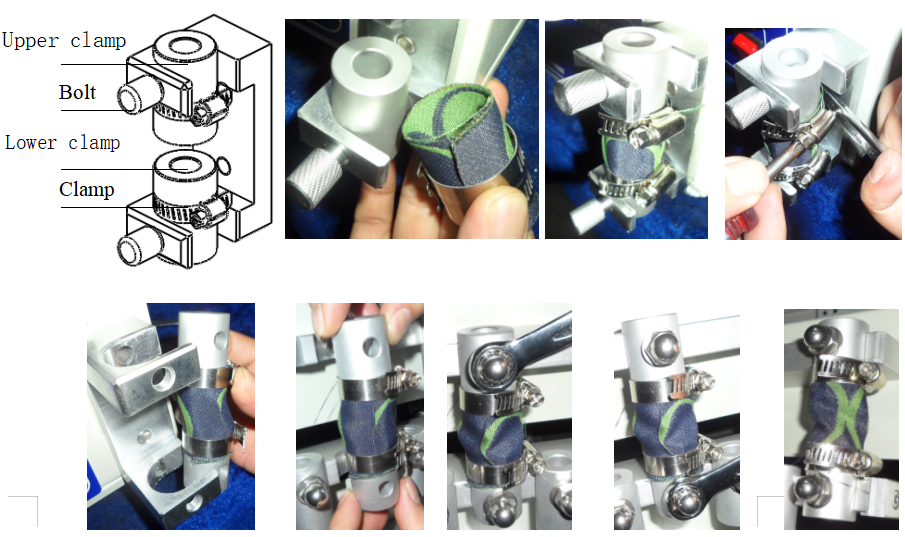
2.3 екі түйреуішті суырып алыңыз, орнату бекіткішінен үлгімен орнатылған жұп цилиндрді алыңыз (Cурет 7), жоғарғы және төменгі цилиндрлердің болттың дөңгелек саңылауларын сынақ қондырғысының отырғышындағы бұрандалармен туралаңыз (Cурет 8). ) және жоғарғы және астыңғы цилиндрлерді кілтпен бекіткіш отырғышқа бекітіңіз (Cурет 9 ~ 11-сурет)
2.4 2.1 ~ 2.3 қадамдарында сипатталған әдістерге сәйкес барлық басқа үлгілерді бекітпе сынағы стендіне орнатыңыз.
| Қауіп Цилиндр мен үлгіні орнату және бөлшектеу кезінде операторды жарақаттамау үшін машинаның қуат көзін өшіруді ұмытпаңыз.
Цилиндр сынақ қондырғысының отырғышына орнатылғаннан кейін құралға зақым келтірмеу үшін бұранданы құлыптау керек. |
3. Сынақты бастаңыз:
3.1 Қуат көзін қосыңыз, сынақ уақытын орнатыңыз (бірнеше рет үлгі зақымдалған және тексеру үшін тоқтату керек) және есептегіштің ағымдағы уақыттарын өшіру үшін RST пернесін басыңыз.
Ескерту: уақытты орнату әдісі: аспаптың қуат қосқышын қосыңыз, есептегіштегі оң жақ үшбұрыш пернесін басыңыз, экрандағы нөмір орнату режиміне жыпылықтайды, нөмірді өзгерту үшін оң жақ үшбұрыш пернесін басуды жалғастырыңыз, жоғары басыңыз. мән өлшемін өзгерту үшін үшбұрыш пернесі (0 ~ 9 кезекпен көрсетіледі). Параметр аяқталғаннан кейін экранның жыпылықтауын тоқтатқанша шамамен 8 секунд күтіңіз және параметр күшіне енеді
3.2 Сынақты бастау үшін бастау түймесін басыңыз, ал орнатылған нөмірге жеткенде құрылғы автоматты түрде тоқтайды
3.3 үлгінің сынақ жағдайын тексеру; егжей-тегжейлі тексеру қажет болса, машинаның қуат қосқышын өшіріңіз, үлгіні тексеру үшін алып тастаңыз және сынақ уақыттарын жазып алыңыз.
3.4 Егер сынақты жалғастыру қажет болса, жоғарыда аталған әдіске сәйкес сынақ уақыттарын қалпына келтіріңіз
3.5 Сынақтан кейін қуатты өшіріп, талдау үшін барлық үлгілерді алыңыз
| 【Ескерту】 Негізінде, арматурадан алынған үлгі сынақ үшін қайтадан арматураға орнатылмауы керек; қажет болған жағдайда үлгіні барлық тараптардың келісімінен кейін қосымша сынақ үшін арматураға қайта орнатуға болады Жарты жолда тоқтағыңыз келсе, әрекетті тоқтату үшін тоқтату пернесін басыңыз. |
3. Нәтижені бағалау және сынақ есебі:
3.1. Тексеру үлгісі:
3.1.1 Зақымдалған үлгілердің болжалды санына жеткенде, цилиндр мен үлгіні бастапқы тексеру үшін сынау қондырғысының орнынан алып тастауға болады және сәйкес сынақ уақыттары жазылады:
Үлгі жабынының нашарлауы;
Үлгінің жабынының крекингі;
Үлгі зақымдалған (жарылған)
3.1.2 Бастапқы тексеру қажет болған жағдайда, егжей-тегжейлі тексеру үшін үлгіні цилиндрден алып тастауға болады; барлық сынақтар аяқталғаннан кейін үлгіні егжей-тегжейлі тексеру үшін цилиндрден алып тастау керек:
3.1.2.1 иілу және жарықшақтарға төзімділікті бағалау:
Жалпы көріністі бағалау үшін әжім, крекинг, пиллинг және түссіздену сияқты көрінетін барлық факторлар ескеріледі. Иілуге сыналған үлгілер мен иілу сынағы жоқ үлгілер үлкейтусіз салыстырылады. Сыртқы түрінің нашарлау дәрежесі келесі төрт разрядқа сәйкес анықталады, ал аралық баға рұқсат етіледі:
0 - жоқ
1 - шамалы
2 - орташа
3 - ауыр
3.1.2.2 зиянның сипаттамасы: егер бар болса, зиянның түрі көрсетіледі.
3.1.3 крекинг: үлгіні 10 есе үлкейткіш әйнекпен және жақсырақ 10 рет стереомикроскоппен мұқият тексеріңіз. Егер жарықтар болса, төмендегі ережелерге сәйкес жарықтар тереңдігі, саны және ұзындығы туралы хабарлаңыз.
3.1.3.1 жарықтар тереңдігі: жарықтар тереңдігінің жіктелуі келесідей:
Ni1 -- крекинг жоқ;
A - бетіндегі немесе бетінің модификациялық қабатындағы жарықтар және көбік қабаты немесе ортаңғы қабат әлі ашылған жоқ.
B -- крекинг, бірақ аралық қабат арқылы емес немесе бір қабатты жабын жағдайында субстрат матасы ашылмады;
C -- негізгі матаға жарықшақтардың енуі;
D-крекинг материалға толығымен енеді.
3.1.3.2 Жарықтар саны: жарықшақтың ең нашар дәрежесін білдіретін сызаттардың ең төменгі деңгейін жазу. Егер 10-нан астам жарықтар болса, «10-нан астам жарықтар» туралы хабарлау жеткілікті.
3.1.3.3 Жарықшықтың ұзындығы: мм-де көрсетілген ең нашар жарықшақ дәрежесін білдіретін ең төменгі деңгейде ең ұзын жарықшақты жазу.
3.1.4 Деламинация: айқын қабаттасу дәрежесінің бар-жоғын бағалау үшін жабынның адгезиясының беріктігінің немесе тозуға төзімділігінің, майдың сіңірілуінің немесе статикалық қысымға төзімділігінің айқын өзгеруіне сынақ жүргізілуі керек. Бұған қоса, күдікті позициядағы қабаттасуды анықтау үшін үлгінің бүкіл қалыңдығын кесуге болады.
1-ескертпе: қабаттасу айқын болмауы мүмкін, бірақ ол қапталған матаның тозуын, қажалуын және майдың сіңуін жеңілдетуі мүмкін, сонымен қатар оның статикалық қысымға төзімділігін төмендетуі мүмкін.
2-ескертпе: Бұл иілу сынағына тәуелсіз қосымша қосымша сынақтар және қапталған матаның иілуге төзімділігін бағалау әдісі ретінде пайдаланыла алмайды.
3.2. Сынақ туралы есеп: есеп келесі мазмұнды қамтуы керек
Сынақ негізінің стандартты нөмірі;
Қапталған матаның сәйкестендіруінің барлық мәліметтері;
Сынақ жүргізу және тексеру кезіндегі иілудің көрсетілген саны және соңғы тексерудегі иілу саны;
1-бөлімде сипатталғандай, бір тексеру кезіндегі залалдың көлемі;
Стандартты сынақ процедурасынан кез келген ауытқулар туралы мәліметтер
| 【Ескерту】 |
Калибрлеу процедурасы
1. Түзету пункті: жылдамдық
2. Калибрлеу құралы: электронды секундомер
3. Калибрлеу мерзімі: бір жыл
4. Калибрлеу қадамдары:
4.1. Жылдамдықты түзету әдісі:
4.2 машинаның қуатын қосыңыз және сынақ уақытын 500-ден жоғары етіп орнатыңыз
4.3 Машинаны іске қосу үшін іске қосу пернесін басыңыз және секундомер уақытын көрсетіңіз
4.4 Уақытты тоқтату үшін секундомер 1 минутқа жеткенде, машинаны бір уақытта тоқтату үшін тоқтату түймесін басыңыз және есептегіш көрсететін уақыт саны жылдамдыққа сәйкес келетінін тексеріңіз.
Техникалық қызмет көрсету процедуралары
1. Машинаның бетін әрбір сынақтан бұрын және кейін тазалау керек.
2. Майлау майын машинаның айналмалы бөлігіне жүйелі түрде қосу керек.
3. Құрылғы ұзақ уақыт бойы жұмыс істемей тұрғанда, қуат ашасын суырып алу керек.

SHANDONG DRICK INSTRUMENTS CO.,LTD
Компания профилі
Shandong Drick Instruments Co., Ltd негізінен сынақ құралдарын зерттеу және әзірлеу, өндіру және сатумен айналысады.
Компания 2004 жылы құрылған.
Өнімдер ғылыми-зерттеу бөлімшелерінде, сапа бақылау мекемелерінде, университеттерде, орауыштарда, қағазда, полиграфияда, резеңке және пластмассада, химияда, тамақ өнімдерінде, фармацевтикада, тоқыма өнеркәсібінде және басқа салаларда қолданылады.
Дрик кәсібилік, адалдық. прагматизм және инновацияның даму тұжырымдамасын ұстана отырып, таланттарды өсіруге және команда құруға көңіл бөледі.
Тұтынушыға бағдарланған принципті ұстана отырып, тұтынушылардың ең шұғыл және практикалық қажеттіліктерін шешіп, тұтынушыларға жоғары сапалы өнімдер мен озық технологиялармен бірінші дәрежелі шешімдерді ұсыныңыз.